
延年素纤维是一种具有抗菌抑菌作用的新型功能性纤维。该新型纤维系采用一种能释放出大量阴极负氧离子和远红外线的天然矿石TOURMALINE为原料,通过高科技手段研制出无机超细粉粒--延年素添加剂,在母粒熔融纺丝时,运用特殊工艺将这种添加剂嫁接混入,生成的一种改性纤维。
有关科学实验证明,延年素具有在自然条件下持续不断地产生负氧离子,释放远红外线的功能。人们在穿着使用延年素纱线制织的内衣时,延年素不断产生负氧离子和远红外线,能够起到消除体内异味臭气,抑制机体内部细菌生长,增强人体免疫力的保健作用。
为满足现代市场消费需求,改善企业产品结构,我公司在通过市场调研的基础上,确定开发延年素纤维纱线。综合考虑产品功能和经济成本后,决定开发延年素纤维与棉混纺纱线,用于喷气织机制织衬衫面料。延年素纤维混纺纱线,将延年素纤维的保健功能与天然棉纤维的舒适性能有机结合,其面料兼具抑菌保健功能和舒适的服用性能。
我们根据原料特性,通过试制摸索,成功开发出高品质延年素纤维与棉混纺纱线,并总结出一套适合延年素纤维混纺纱线的工艺技术措施,保证了成纱质量的相对稳定,满足了后道厂家的需求。产品如期试制完成后,通过了江苏省科技成果鉴定。现以14tex精棉/延年素 65/35混纺纱为例,将开发中的关键工艺技术介绍如下。
1.原料性能与纺纱方案
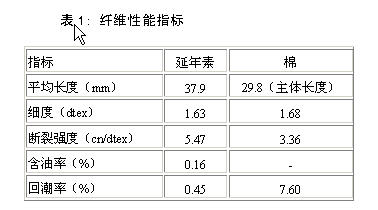
选用上海某公司生产的1.67dtex×38mm延年素棉型短纤维和国产优质细绒棉为原料,两种纤维的实测物理性能指标见表1。
2. 纺纱工艺流程
2.1 延年素预并条
延年素→A002C→A006B→A036C→A092A→A076C→A186F→A272F→预并条
2.2 棉精梳条
棉→A002C→A035A→A036B→A092A→A076→A186F→E5/3→E7/5A→精梳条
2.3 条子混和及成纱
延年素预并条、棉精梳条→A272F(三道)→A454E→A512→№7-II→成包
3. 纺纱工艺配置及技术措施
棉精梳条的生产,按照成熟的工艺及技术措施来进行。与常规精梳工艺不同的是,为提高成纱综合品质,精梳工序采取了放大精梳落棉隔距,增加落棉率的工艺方案。以下主要介绍延年素纤维各道生产工序的工艺配置及技术措施。
3.1 开清棉工序
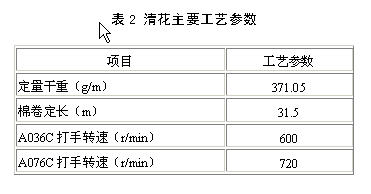
针对延年素纤维整齐度好,不含杂质,只含少量并丝疵点的特点,采用"多梳少打,充分开松,多收少落"的工艺原则。①降低主要打手速度。A036C梳针打手、A076C综合打手速度偏慢掌握,避免纤维损伤过多,减少相互纠缠和扭结,减少棉结的生成。②主要打手尘棒间隔距全部进行糊封,实现减少落棉的目的。③纤维较为蓬松,棉卷定量应偏轻掌握,棉卷长度应偏短掌握。④成卷机采用电子自调匀整装置,运用振荡式棉箱,控制棉卷重量不匀率。清花主要工艺参数见表2。实测棉卷重量不匀率0.98%
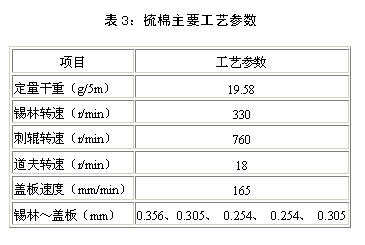
延年素纤维回弹性好,抱合力差。梳棉工序总体贯彻减少纤维损伤,减少纤维间的相互纠缠和搓捻,实现顺利转移的工艺原则。①刺辊、锡林速度影响纤维的分离度、纤维损伤和纤维的转移。为此,适当降低刺辊和锡林转速。②选用状态良好,工作角较小的新型化纤专纺针布,能增强梳理能力,提高纤维伸直平行度,减少返花现象。③放大锡林至盖板间隔距,使纤维分梳缓和,减少相互搓捻和纠缠,对减少棉结疵点有利。④选用较低的道夫速度,使棉网增厚,有利于顺利剥棉,减轻汇聚成条时烂网、落网现象。梳棉主要工艺参数见表3。实测生条重量不匀率4.11%,萨氏条干14.01%,棉结0
并条工序贯彻"多并合、低速度"的工艺原则。①延年素纤维生条弯钩多,混并前加入一道预并,能有效降低重量不匀率,控制定量,实现准确的混比,同时能提高纤维伸直平行度,以使和精梳棉条相适应,减少混并时两种纤维棉条间的张力差异。②采取三道混并的工艺方案,使纤维混和充分均匀,减少后道染色色差,同时可获得理想的熟条条干均匀度。③延年素预并以及混一后区牵伸倍数偏大掌握,有利于弯钩纤维的伸直平行,混二、混三后区牵伸倍数偏小掌握,有利于条干均匀。④选用口径偏小的喇叭口,使条子结构紧凑,纤维抱合紧密。⑤较低的前罗拉输出速度,可减少条子缠绕罗拉和胶辊。实测熟条萨氏条干不匀率9.49%,重量不匀率0.48%。并条主要工艺参数见表4。

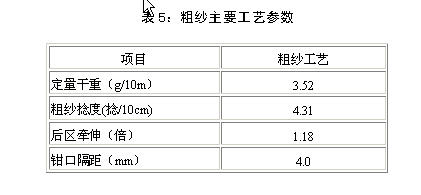
粗纱工序采用"轻定量、小张力"的工艺原则。①适当降低粗纱定量,减小细纱牵伸倍数,有利于减少毛羽,提高成纱质量。②采用小张力卷绕,减少意外牵伸,有利于改善成纱条干均匀度。③结合纤维伸直平行度,后道细纱牵伸工艺等,选择适宜的捻系数。④为减少意外伸长,选择较小的导条张力。实测粗纱萨氏条干不匀率13.59%,重量不匀率0.91%。粗纱主要工艺参数见表5
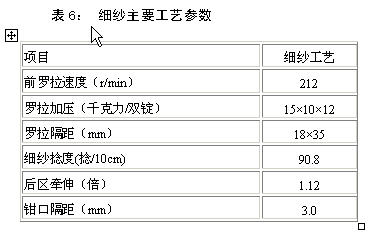
细纱工序执行"重加压、大捻度、低速度"的工艺原则。①采用进口优质摇架,加大罗拉加压,保持钳口具备足够的握持力,满足牵伸力的需求,保证纤维在牵伸过程中运动稳定,提高细纱条干水平。②适当增大细纱捻度,可增强纤维之间的抱合力,提高成纱强力;较大的细纱捻度,能够增加纱条紧密度,从而减少纤维伸出纱体的数量和长度,对降低细纱毛羽有利。③降低锭速和车速,使处于良好状态,减少离心力对成纱的不良影响,减轻纱线与钢领钢丝圈的摩擦,有利于减少纱线毛羽,降低细纱断头率。细纱主要工艺参数见表6
络筒工序采取"小张力、低速度"的工艺原则。①络纱张力略小掌握,避免破坏纱线强力和弹性。②较低的络筒速度,能减少纱线断头,对提高成纱条干水平有利。③纱条通道做到光洁无毛刺,以减少毛羽的产生。络筒主要工艺参数:槽筒速度800m/min,张力盘重量4g。
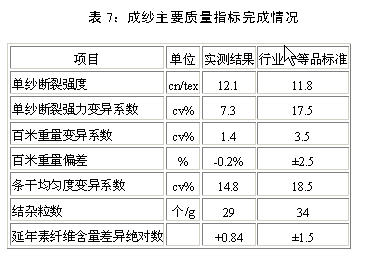
4. 成纱主要质量指标
成纱物理质量指标参照执行FZ/T12006-1998精梳棉涤混纺纱线标准。成纱主要质量指标完成情况见表7。
5.1 延年素、棉纤维的配比,要结合产品用途、客户要求、经济成本等诸多因素优化设计确定。
5.2 选择优质原棉、加大精梳落棉,以提高棉精梳条的品质,从而提高成纱综合品质。这种方法在技术上和经济上都是十分合理的。
5.3 延年素纤维预并条工序,对提高纤维伸直平行度,降低重量不匀率,减少混并时两种纤维棉条间的张力差异有利。