
1转杯纺纱接头的特点
转杯纺纱属于自由端纺纱,由于纺杯内的纤维是呈自由状态环形分布在凝棉槽中,在接头的瞬间纱头被负压气流吸人纺杯后由于离心力的作用即被甩人凝棉槽与纤维环进行搭接,由于捻回的作用,原纱头上被包覆一层纤维。因为接头处只是在原纱上包覆一层纤维,既没有解捻过程又没有纤维重新组合的过程,所以接头处要比原纱条粗一些,约为原纱直径的1.5倍-2.5倍。另一方面,由于纱条的接头处较粗,其离心力较大,并且与纺杯凝棉槽的摩擦阻力也较大,所以,接头处的捻回因传递困难往往是中间较少而形成弱捻区,接头的前端因捻回的积聚而产生强捻区。无论是弱捻区或是强捻区都会对纱条的强力产生一定的影响(一般情况接头处强力是原纱条强力的50%~80%)。由于接头存在着以上的质量问题,因而用转杯纱织造高档织物时往往还需要在带有电子清纱器和空气捻接器的络筒机上再进行一次络筒,以清除纱条上的粗节和其他纱疵。
2转杯纺纱条接头质量的评定
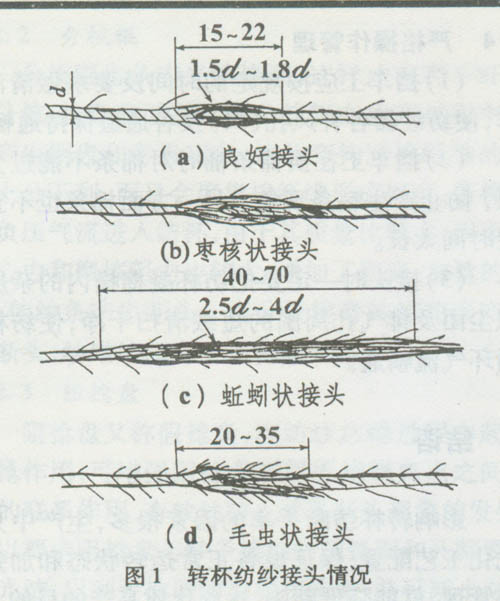
转杯纱良好的接头形式见图1吨,其接头长度在15 mm-22 mm,粗度约是原纱直径的1.5倍~1.8倍,其强力约是原纱条的80%左右,接头处应紧密光洁,两端应平滑过渡。但由于种种原因在接头处会产生以下几种典型的不良接头情况,接头处为枣核状、蚯蚓状和毛虫状(分别见图1-b、图1-c及图1-d)。这些不良接头必将影响络筒工序的效率或织物的质量。
3影响接头质量的因素及解决措施
转杯纺接头质量的好坏主要与纺纱器的电子控制线路、底座的工作状态、值车工的操作水平三大因素有关。现仅对三大因素作简要分析。
3.1纺纱器的电子控制线路
纺纱器是转杯纺纱机最重要的部件之一,它是由上半部分的电气罩壳(探针、线路板等)和下半部分纺纱器底座()两大部分组合而成的。上半部分的电气控制着下半部分的,二者的工作状态和工作质量不仅对纺纱的质量产生重要影响,而且对接头质量也要产生影响。
3.1.1 用控制给棉时间来提高接头质量
纺纱器罩壳上面的探针,控制着罩壳腔内的干簧开关,干簧开关又控制着给棉电磁离合器,只有当探针上永久磁铁的磁场对干簧开关发生作用时才产生给棉作用。也就是说在接头过程中给棉时间的早晚完全是由探针所决定的。那么,探针在什么位置开始给棉才是最佳的位置呢?在一般情况下探针的右侧移到离引纱管中心2 mm~2.5 mm开始给棉最为理想。因为在这时给棉,接头纱的纱头从引纱管的中部被负压气流吸人纺杯的同时,凝棉槽内也刚好形成一层薄的纤维环,此时纱头与纤维环进行搭接既能顺利地接上头又不会产生粗节,所以接头质量比较好。若是提前给棉由于纺杯凝棉槽内会形成一个较粗的纤维环,接头处必然产生一个大粗节。若滞后给棉,当纱头到达凝棉槽时,凝棉槽内的纤维环尚未形成,因而接不上头。
若给棉时间不符合上述要求可调整干簧开关的左右位置(即集成线路板的位置)来达到。另一方面还要注意干簧开关本身的质量,其动作是否灵敏,否则也难达到上述要求。
3.1.2调整纺纱器电器线路电压
按要求控制给棉电磁离合器电器线路的电压应为24 V,但由于线路电压损耗,一般也不应低于22.5 V。否则由于电压不足而影响了给棉电磁离合器内传递力矩,使给棉罗拉产生打滑现象,影响了给棉效果,造成接头困难,即使是能接上头其质量也不理想。
3.2原因
要保证接头质量,方面应注意以下问题:保证纺杯内必需的负压,给棉罗拉转动灵活及阻捻头弧面光洁等。
3.2.1 纺纱器的密封性
纺纱器的密封性如果不好,必然会影响纺杯内的负压。若纺杯内的负压不足一方面会造成凝棉槽内的纤维环松散抱合不紧,另一方面由于负压低,降低了吸引纱头的速度。在以上两种因素的影响下若按正常的接头方法就很难接上头。值车工为了能接上头必须把插入引纱管的纱头放长,即距离纺杯近些,在这种情况下接头处则会形成一个又长又粗又毛如同蚯蚓的大纱疵。造成纺杯内的负压不足有以下原因:
(1)输棉通道上的橡胶密封圈有破损或脱落。
(2)纺纱器的锁距太大,按要求纺纱器锁紧凸头螺钉的背面到机身横梁之间的距离应为24.5 mm±0.5 mm,也就是当合拢纺纱器以后,推拉纺纱器时感觉有很小的活动量。如果距离太大则会影响纺杯的密封效果。
(3)橡胶密封圈与密封铝盖配合不符合要求产生漏气现象。原因是两者的配合尺寸或配合角度有问题。
3.2.2保证给棉罗拉转动灵活
(1)给棉罗拉轴下端的给棉斜齿轮与电磁离合器的隔磁铜片之间有油污,当需要给棉的瞬间产生打滑现象,所以应注意及时清除。
(2)给棉罗拉下面不得嵌入短绒和灰尘,否则因给棉罗拉转动不灵活也会造成滞后给棉,从而影响接头质量。
3.2.3保证阻捻头弧面光洁
阻捻头的弧面被磨毛出现沟槽,这样会影响捻回的形成与传递,一方面造成接头困难,同时也影响接头质量,所以应保证其弧面光洁。
3.3操作因素
在人工接头的过程中,控制插入引纱管纱头的长度、左右手协调地配合、清理纺杯内灰尘及杂质等是提高接头质量的条件和保证。目前在手工接头中常用的有两种方法。一是用接头杆接头法,这种方法仅限有接头杆的机型。另一种方法就是在任何型上都适用的“钓鱼”接头法。无论采用哪种接头方法都要注意以下三个问题。
(1)接头时纱头插入引纱管的长度。按要求在接头时纱头插人引纱管长度应在断头指示红灯的高度范围,在这种情况下纱头被负压气流吸到纺杯凝棉槽,也正是探针开始给棉由引纱管左侧2.5 mm移到引纱管中部的时间。这时纺杯凝棉槽内刚好形成一层薄纤维环,纱头与它进行搭接加捻不但容易接上头且可获得良好的接头质量。
(2)接头时左右手的相互配合,既要同步还要协调。尤其是采用“钓鱼法”接头时,当右手把纱头送人引纱管松手以后的瞬间左手握持的纱架一定要同步落下,这样就能获得较好的接头质量。
(3)在接头时一定要把纺杯内残留的纤维及凝棉槽中的杂质灰尘清理干净,否则很难获得良好的接头质量。
4结语
转杯纺接头质量的好坏是与纺纱器电器线路、及操作三大因素有关。目前往往有种误解,认为接头质量不好是值车工的责任。作为一个有经验的值车工,可以说其接头的动作已基本模式化,其接头质量就不应该存在着较大的差异。但在日常生产或是测定过程中其接头质量往往存在着很大差异,其原因就是除操作因素外,还与纺纱器的工作状态有着十分密切的关系。