
我公司自2000年开始引入国产青岛清梳联,现就有关生产工艺作一探讨,以期共同推进我国清梳联技术进一步发展。
2工艺流程
FA009型自动抓棉机-FA105型单轴流开棉机-FA029型多仓混棉机-FAl79型喂棉箱+FA116型主除杂机-FA178型喂棉箱+FA203型梳棉机
采用了“一抓、一开、一混、一清”的工艺路线,力求达到“精细抓棉、早落少碎、充分混和、细致除杂、高效梳理”的目的。
3工艺改进前后成纱质量数据对比
表1列出清梳联工艺改进前后的成纱质量数据以及用成卷工艺生产相同品种成纱时的质量数据。
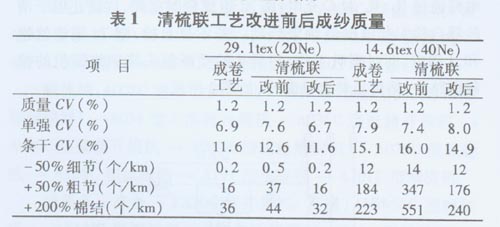
从表1可看出,清梳联工艺改进前,除质量CV指标外,其它指标均差于成卷工艺路线的质量水平,尤其是棉结和纱疵,必须进行工艺改进。
4生产工艺技术措施
4.1摸索各单机棉结、短绒的变化规律
通过AFIS对梳棉棉条的测试表明,清梳联生条棉结及短绒率明显高于传统工艺生条,进一步对清梳联各单机的棉结、杂质及短绒率变化进行检测,结果见表2,由此可得出如下规律。
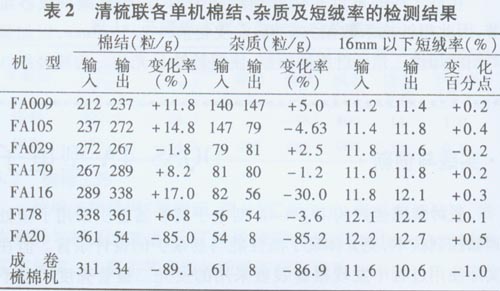
4.1.1每经过一道开清棉单机,棉结均有不同程度的上升,特别是经过FA105及FA116的开松打击,棉结上升幅度很大,短绒的变化也如此。
4.1.2开松虽有利于除杂,但对纤维产生损伤,带来棉结和短绒率的增加,必须寻找平衡点。
4.1.3不能忽视喂棉的影响,喂棉箱中开松辊的作用同样会对纤维产生损伤。
4.1.4梳棉对棉结和短绒的排除作用未有效发挥。
由于清梳联的棉结和短绒率大大高于成卷工艺的棉结和短绒率,因此会影响最终成纱质量指标。
4.2合理配置开清棉工艺,提高单机运转效率
和传统成卷工艺比较,清梳联更体现出高速高产,高速意味着纤维受到剧烈的打击;同时由于取消了凝棉器,代之以棉箱,而棉箱中的开松辊同样易使纤维损伤、疲劳。要降低对纤维的损伤,必须在确保除杂效率的同时,调整打手速度和隔距。
4.2.1 降低各单机主要打手转速 FA009型自动梳棉机的打手转速由1600 r/min降至1200 r/min;FA105型单轴流开棉机角钉打手转速由750 r/min调至650 r/min;FA116型主除杂机主分梳辊转速由930 r/min降至660 r/min,开松辊、加速辊速度相应下调。
4.2.2重视棉箱的影响为了考察FA116型主除杂机上的FA179型喂棉箱开松辊的转速对筵棉质量的影响,我们进行了工艺试验,结果如表3。
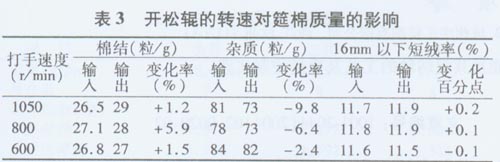
为此将FA179型、FA178型棉箱中的打手转速分别由1050r/min降至600 r/min,以减少对纤维的损伤。
4.2.3适当放大打手与尘棒、分梳辊与分梳板之间隔距 (1)将FA105型的尘棒角度由17×11×7×5改为20×15×10×10;(2)重新校调FA116型的主分梳辊与除尘刀、分梳板之间的隔;(3)对FA179型、FA178型棉箱中给棉罗拉与给棉板、开松辊隔距分别放大到6.0 mm与3.0 mm。
在此基础上,提高单机运转效率至90%以上,确保梳棉机台时单产35~40kg/h。
4.3提高梳棉分梳效果,改善生条质量
在降低开清棉棉结和短绒率的同时,开展对梳棉的工艺研究,改善生条质量。
4.3.1定量转速试验表明,在锡林和刺辊线速比一定时,要使梳棉机达到一定产量,可适当提高道夫转速,如采取提高生条定量,则由于梳理的不充分,会导致生条棉结的上升。
4.3.2重视梳棉后部工艺清梳联的筵棉结构较之成卷有很大的不同,棉束质量小,开松度高,同时纤维排列紊乱,结构蓬松,因此,结合这一特点,应合理配置梳棉后部工艺。
(1)在不影响除杂效果的前提下,剌辊的转速不能过高,过高只能导致短绒率的大量增加,对不同刺辊转速作对比试验,结果如表4。
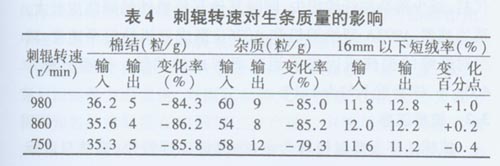
(2)将刺辊与给棉板分梳点的隔距以及与刺辊下分梳板的隔距分别放大到0.65mm、3mm,生条的短绒率下降0.3~O.5个百分点。
(3)纺长绒棉时,应适当抬高给棉板,以减少纤维的损伤。
(4)放大第一落杂区的宽度,合理分配落杂。
4.3.3锡林与刺辊线速比试验表明,线速比为2.5~2.8时,棉结的清除效率可提高1~2个百分点;当锡林针布刚换上时,可适当降低锡林速度,而当针布使用一段时间,表面状态较差时,应适当提高锡林速度,以稳定棉结的清除效率。
4.3.4针布的选用 清梳联高产高速,对针布的要求远高于成卷梳棉机,特别是主要梳理元件锡林、道夫、盖板针布宜采用高质量针布,以确保锋利度和耐磨性。锡林针布的发展越来越趋向于“矮、浅、密、尖、小”,而盖板针布的齿密也在不断增加,经过工艺试验,结合生产品种要求,对锡林、道夫、盖板针布分别选用R2030×0.5、N4030×O.9、Spacetop型。
4.3.5发挥固定盖板的作用 固定盖板作为辅助分梳元件,往往不被重视,但对于高产梳棉机,应充分发挥其作用,特别是前固定盖板,将其与锡林隔距缩小到工作盖板与锡林的隔距相一致,这有利于纤维进一步分梳和转移。
4.3.6重视空调、滤尘。控制好输棉管道压力参数 由于滤尘系统选用主风机的风量偏小,加上采用间歇吸落棉,导致梳棉后车肚落棉不能及时有效排出,最终影响成纱结杂。后将间歇吸改为连续吸,并加大风机功率后,情况得以改善。
温湿度的变化将影响原棉回潮的波动,而回潮的波动又影响筵棉透气性的变化,导致因输棉管道压力反应失真而作出不正确的调节,影响生条重偏,因此必须将温湿度控制在一定范围内。
清梳联采用连续喂棉,各单机输棉管道都有各自的负压要求,将其纳入工艺参数管理范围,给定其波动范围,定期检查,才能保证棉流通畅,生产正常。
4.3.7提高人员素质清梳联设备机电一体化程度高,为此,必须对运转操作及设备维修人员进行培训,合格后上岗,同时针对清梳联特点,制定出一套系统管理条例,并认真贯彻落实。
5结语
5.1清梳联在“以梳代打,少伤纤维”方面仍需进一步改进,随着棉花加工技术的提高,原棉的含杂率已大大降低,除杂已非主要问题,而如何减少对纤维的损伤,防止纤维疲劳,减少棉结的产生才是清梳联应解决的主要问题。对照国内外几种主除杂机,笔者以为“精细分梳开松”没有必要,这只会带来棉结和短绒的大量增加。建议对主除杂机机构作进一步简化,采用一只梳针式开松辊已足够。
5.2棉箱对棉结和短绒的影响不能忽视,由于棉箱开松辊的作用,导致纤维损伤,对棉结和短绒指标不利,应设法改进。
5.3梳棉机吸点的增加,在排除短绒、结杂的同时也吸走了一部分好的纤维,落棉增加,用棉成本上升。纺机厂应合理设计不同吸点风管直径大小,同时应使各点风量大小能够调节;另外,纺纱厂应通过试验定滤尘风道的合适负压,不是越大越好。
5.4必须通过试验找出与原料、设备、空调等相配套的工艺,并随着品种的变化而调整,力求使工艺处于最佳状态。
5.5衡量清梳联质量水平的指标不应局限于质量CV、条干CV,而应重点考虑棉结、杂质、短绒率的变化情况,纺机厂与纺纱厂应协同制订出一套衡量清梳联质量水平的指标体系。