
1 传统环锭纺毛羽的形成
传统环锭纱大多数纤维端都伸出在纱身的外面成为毛羽,毛羽不仅影响纱线的外观和织物的滑爽,而且在织造过程中会造成经纱开口不清。毛羽主要是在加捻三角区形成的,牵伸后的纤维束呈现一定的宽度,此时纤维束内部联系力很小,在到达加捻点之间的一段距离中纤维几乎完全失控,边缘纤维在加捻之前可能脱离主体成为飞花,也可能一端捻入纱线另一端形成毛羽;在加捻三角区内,因纺纱张力的作用,纤维发生内外转移,最终纤维的头端不再进行转移,露在纱体表面纱线上的毛羽主要是在此形成的。
2 集聚纺纱原理
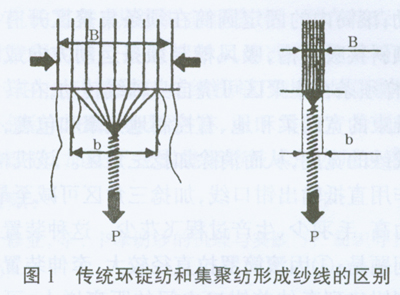
为减少毛羽的形成,关键是消除或减小加捻三角区,加强对边缘纤维的控制。紧密纺纱技术就是在环锭纺纱机上的牵伸与加捻之间加上特殊装置,使牵伸后有一定宽度的纤维束有控制地逐渐横向收缩,使边缘纤维有控制地向中间集聚。如图1所示为传统环锭纺和集聚纺在纱线形成时的区别,牵伸后纤维束宽度为B,进入加捻三角区的纤维束宽度为b,传统环锭纺的B>b且b较宽,紧密纺的B=b且b较窄,加捻区减小或消失。
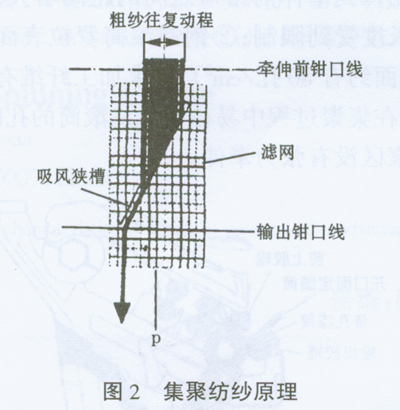
目前集聚技术比较有代表性的是瑞士立达公司Com4集聚技术和德国绪森公司Elite集聚技术。两者虽然机构不同,但集聚原理一样,都是在牵伸区与加捻点之间增加了控制纤维束横向收缩的装置,如图2所示,在牵伸装置的前钳口前方增加集聚区和输出钳口,集聚区由滤网、倾斜的吸风狭槽和吸风系统组成。牵伸前钳口输出的须条进入集聚区,受空气负压作用被吸附在滤网对应狭槽的部位,滤网回转带动须条向前移动至输出钳口,在吸风狭槽区域内的纤维在负压作用下集聚在一起,在集聚过程中,因狭槽与前进方向有一定的倾斜角度,须条移动时因受到吸风的横向引导而绕其自身轴线回转,这个转动包裹的动作保证纤维尾端完全裹入须条。良好的纤维集聚和均匀的纤维排列、使纱线毛羽明显减少、纱线中纤维得到充分的利用,纱线强力高,伸长好。
3 集聚装置
3.1 瑞士Rieter公司Com4
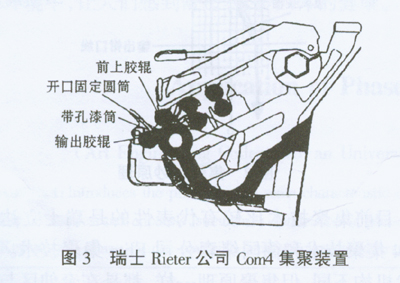
瑞士Rieter公司Com4集聚装置如图3所示,其中滤网是带孔的钢制滚筒,它同时代替了牵伸装置中的前罗拉,滚筒围绕内部的固定圆筒主动回转,摩擦传动牵伸前上胶辊和输出胶辊,在两个胶辊之间的滚筒表面借助负压形成集聚区,纤维束按滚筒的表面速度向前运动;滚筒内的固定圆筒在须条集聚区开有由宽到窄的倾斜狭吸风槽,吸风槽与须条运动方向成一定角度,这样须条在集聚区可绕自身轴线转动,在转动过程中纤维束的宽度柔和地、有控制地集聚和包裹,逐渐收缩为成纱的宽度,从而消除加捻三角区。该机构紧凑,集聚作用直抵输出钳口线,加捻三角区可减至最小,成纱强力高、毛羽少、生产过程飞花少。这种装置目前存在的问题是:①因滚筒罗拉直径较大,牵伸装置的双胶圈控制钳口到牵伸前钳口之间的距离增大,可纺纤维的最短长度受到限制;②钢制滚筒罗拉表面的孔隙较大(其表面约有80孔/cm2),要求加工纤维有一定的刚度,否则在集聚过程中易被吸风从滚筒的孔眼中吸走。③在集聚区没有张力牵伸。
3.2 德国Suessen公司Elite集聚装置
德国Suessen公司Elite集聚装置如图4所示,该机构保持原细纱机牵伸装置不变,滤网采用网格状龙带(其表面孔数≥3000孔/cm2),网格状龙带套在异形截面的吸管上,输出胶辊由牵伸前胶辊通过中间齿轮传动,网格状龙带由输出上胶辊摩擦传动(输出上胶辊与网格状龙带之间的摩擦系数比网格状龙带与异形吸管间的摩擦系数高10倍以上,以保证网格状龙带速度准确稳定)。异形截面吸管在须条对应位置处开有一狭槽,狭槽长度与须条和网格状龙带接触长度--致,并在横向呈一定的倾斜角度。当须条离开前钳口时,受空气负压作阻被服胀在叭掩状龙兼敢应氨噪媳的部位妒向前输送,狭槽区域内的纤维在负压作用下横向移动并绕自身轴线转动,在转动过程中纤维束的宽度柔和地、有控制地集聚和包裹,逐渐收缩为成纱的宽度,从而消除加捻三角区。该机构的主要特点是:原牵伸装置不变,可用于普通细纱机的改造,对可加工的纤维没有特殊限制;配有不同狭槽长度和倾斜角度的吸管适纺不同原料和纱支;输出上胶辊直径比前上胶辊稍大,这样输出速度稍快;集聚区存在张力牵伸,张力牵伸有利于纤维伸直平行。

3.3 其他集聚装置
匡聚纺纱设备除上述两家公司生产外,还有意大利马佐里公司的Olfil集聚纺纱装置、日本丰田公司的EST集聚纺纱装置、德国青泽公司AirComTex集聚纺纱装置。这些装置的机构基本相同,滤网采用多孔的微孔胶圈,滤网的传动方式有主动传动和被动传动两种,日本丰田公司的EST装置滤网是主动传动,马佐里公司的Olfil装置和德国青泽公司AirComTex装置滤网是被动传动:德国青泽公司的AirComTex还有与众不同的特点,其滤网在纺纱须条的上部,吸风狭槽与须条运动方向没有角度,集聚过程中须条只有横向收拢,没有绕纱轴回转的包裹,强调保留2mm以下的无害毛羽,短毛羽对织物的覆盖性能有益。
4 集聚纱的优势
集聚纱中所有纤维相互平行排列且均匀集聚,每根纤维都对纱线的性能作出全部贡献,因而集聚纱与传统环锭纱相比,提高了纱线强力和伸长,改善了纱线的耐磨性,毛羽明显减少。集聚纱与普通环锭纱毛羽情况对比如表1,
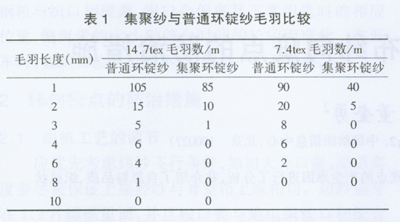
从表1可看出,集聚纱毛羽很少,特别是3mm及以上长度的有害毛羽更少,并且从显微镜中可以观察到集聚纱中的毛羽大多呈圈状(毛羽成圈的机理尚不太清楚),在织造过程中圈状毛羽不易和邻近的圈状毛羽发生缠结造成开口不清。
集聚纱纱体光洁,织物结构轮廓清晰,特别是用于加工色织物和提花织物时图案清晰;集聚纱可用于替代传统的环锭精梳纱和双股线,减少了工序,降低成本;集聚纱中纤维排列平行伸直,各根单纤维强力利用系数高,故可以在保证强力的前提下适当降低纱线捻度,从而增加产量和改善手感;传统的环锭纺纱中,大多数断头发生在强度最薄弱的加捻三角区,集聚纺纱消除或减小了加捻三角区,故细纱工序断头可降低50%左右;集聚纱纺纱过程中飞花少,可提高制成率,降低成本,同时改善车间环境,另外因飞花引起的纱疵和织疵也相应减少;强力高毛羽少的特征还使其在后续工序中断头减少,生产效率大大提高,还可减少烧毛、上蜡等后工序,减少上浆时的浆料用量,特别是随着织机速度的提高,用集聚纱可大大降低织机断头。
5 结语
集聚纱强力高、毛羽少、纱疵少、耐磨性能好,发展潜力很大。为节省购置整台机器的费用,国外纺机公司还积极地对现有的普通环锭纺纱机进行改造,设计生产了可将各种类型的普通环锭细纱机改装成集聚环锭纺纱机的零件,供纺织企业选用。现在绪森公司已完成对我国的国产普通细纱机的改造,使其可生产集聚纱。国内的上海第二纺织厂也开始研制生产集聚纺环锭纺纱机的集聚装置,用于对国产普通环锭纺纱机的改造,加快了我国集聚纺技术的发展速度。