
介绍了Autocoro312型转杯纺纱机纺制纯棉纱的工艺流程,对纺杯直径、阻捻盘型号及速度的配置作了试验分析,对CORMAT接头器的接头工艺参数设定与调整方法作了介绍,并就CORMAT接头器参数对接头质量的影响进行了分析。0前言
我公司于2002年6月安装了4台Autocoro312型转杯纺纱机。该机性能先进,是目前世界上较新型的转杯纺纱机。Autocoro312型转杯纺纱机采用先进的控制元件一模块化设计的独立装置,驱动装置采用了先进的电子系统和变频控制电机,通过设定电子系统能自动调节纺杯负压、纺杯速度和卷绕张力;COROMAT接头器采用智能化的自动装置,COROMAT的激光光电传感器能可靠记录纺杯的每一次转动,精确地控制接头时纺杯的最佳速度;配备性能优越的SEll型纺纱箱等。我公司利用Autocoro312型转杯纺纱机主要生产C 58.3 tex、C 32 tex、C 26.5 tex、C 18 tex针织用纱和机织用纱,日产量达10 t左右,由于其卷装大,质量稳定,深受用户欢迎。为了更好地发挥Autocoro312型转杯纺纱机的优势,稳定提高产品质量,我们通过大量试验对工艺进行了优化。
1 工艺流程
开清梳工序采用郑州纺机厂生产的清梳联合机,清梳联配置台湾东夏公司自调匀整装置,二并带自调匀整装置。
FA002型往复式抓棉机-FA103型双轴流开棉机-FA028型多仓混棉机-ZF109型三辊筒清棉机-TY425A型风机-FA151型除微尘机-ZFA177A型清梳联喂棉机-FA221B型梳棉机0HSD-96型并条机(头并)-DV2-AL型并条机(二并)-Autocoro312型转杯纺纱机
2原料的选择
原料应根据纱线的最终用途来选择,转杯纺对纤维的长度要求不高,因此原料中搭用一定比例的回花及精梳落棉对成纱质量影响不大。在保证成纱质量的前提下,结合用棉成本等实际情况,在配棉方案上我们采用3级、4级棉为主,搭配再用棉的方案。但对于起绒织物用转杯纱,由于要求织物绒面丰满平整,绒毛不易脱落,所以质量差的原料难以适应要求,配棉等级应较好,原棉纤维长度不应太短。
3纺纱元件及工艺参数的优化
3.1纺杯直径的选择
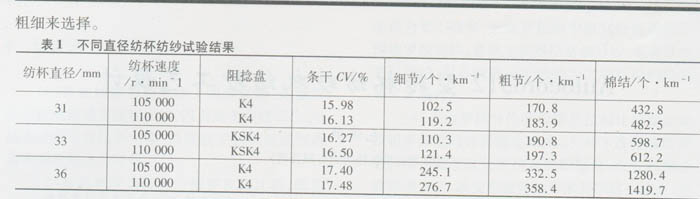
纺杯是Autocoro312型转杯纺纱机的关键性元件,纺杯直径的选择合适与否对转杯纺成纱质量影响很大,为此我们在C 32 tex品种上对不同直径的纺杯进行了纺纱优选试验,纺纱试验结果如表1所示。
通过试验发现,成纱质量随纺杯速度的提高有所下降;同样的纺杯速度,纺杯直径越小,成纱质量越好。纺杯直径小,可提高纺纱速度,产量相应提高,小直径纺杯特别适纺细号纱。但对于纺制含杂高、号数粗(58.3 tex以上)的纱,由于纺纱过程中纺杯内纤维量大,纺杯直径太小容易引起充塞,产生烧杯现象。因此,纺杯直径要根据纱号
3.2 阻捻盘型号的选择
不同型号的阻捻盘适纺不同品种、不同号数的纱,阻捻盘的型号有KG型、KS型、K4型、K6型、K8型、K8R型、KS2R4型及.KSK4等,按表面形状分为五种:螺旋型阻捻盘,滚花型阻捻盘,涡旋型阻捻盘,沟槽型阻捻盘,光面阻捻盘。我们对KC型、K4型、KSK4型及K6型阻捻盘进行了试验对比,结果表明:KG型阻捻盘最适合纺C 36.5tex以上的粗号机织用纱,其成纱毛羽最少:KSK4型阻捻盘纺C 36.5 tex以下的针织用纱,成纱条干水平最好,增加了纺纱的稳定性,使成纱外观更加紧密,但KSK4型阻捻盘唯一缺点是纺纱毛羽指数有所增加。
3.3速度的选择
为了用较少的捻度能对凝聚须条顺利剥取,纺杯转速需适当降低,以减小其离心力,一般工艺速度低于极限速度10 000 r/min左右。另一方面,分梳辊速度不宜开得过高,一般控制在8000 r/min左右即可,因分梳辊速度过高易损伤纤维,造成短绒增加,影响成纱质量。此外,还要注意分梳辊转速与输棉管的流速以及纺杯转速的匹配,在理想状态下,即纤维在分梳输送加捻过程中始终处于加速状态,这样有利于纤维的伸直平行及凝聚加捻。为了加强分梳也可适当加快分梳辊转速,但不宜超过9000 r/min,如果纤维分离度不理想,应适当减轻熟条的定量。
3.4 COROMAT接头器的设定
3.4.1接头参数的设定
纺纱中接头质量的控制也是非常重要的,接头不能过粗,否则会影响布面质量,接头过细则强力不够,后道工序容易断头。合理设定接头机参数,可确保接头直径是纺纱平均直径的1.1倍~1.25倍,接头处的断裂强力在正常纱断裂强力的80%以上。转杯纱的接头是在纺杯内完成的,它被引出纺杯后要经过清纱器,如果接头过大、过粗或过细,超出了清纱设定的纱疵界限,那么清纱器就会清除该接头。要保证接头质量一般要调节COROMAT接头器的以下参数:
参数1:纤维喂入量E2,号数粗喂入量要少,初始设定后,看接头情况。在接头后,有长度在纺杯周长之内的粗节产生,则说明纤维喂入量太多,要适当降低E2的值;在接头后,有长度在纺杯周长的细节产生,说明纤维喂入量太少,要增加E2的值。
参数2:附加长度是扩大接头区域的基本设定值,一般设定值为纺杯直径+10 mm。
参数3:附加捻度,指接头区域之内和之外的纱线捻度,假如接头处卷曲较多则减少附加捻度,如接头强力低可增加附加捻度。
参数4:E3卷绕启动时间,喂人量E3比卷绕早启动的时间,对一个纺杯周长长度之后的接头区域有影响。纯棉标准设定为90。
参数5:加捻时间,它决定了纱头在纺杯沟槽中的停留时间,即接头之前的细节,经实践,一般设定在2 ms或3 ms。
以上五个参数为主要调节参数,还有许多参数设定要根据品种,按照推荐值进行。
3.4.2 COROMAT接头器参数对接头的影响
设定COROMAT接头器参数进行纺纱生产后,必须对接头和接头区域进行检查,如外观良好,还必须检查接头区域的强力。如需改变接头参数则应采用较小的变化幅度。
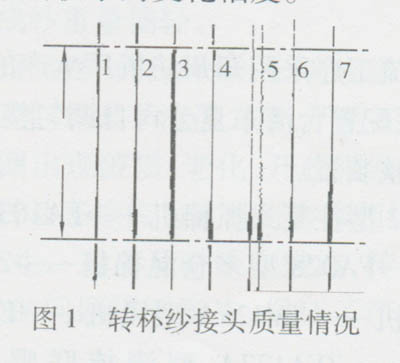
我们一般根据图1所示的接头质量情况来调整COROMAT接头器的参数。图1中1、2为正常接头;3为纺杯周长长度的粗节,解决方法是减少纤维喂入量E2,减少幅度小于10%;4为纺杯周长长度的细节,通过增加纤维喂人量E2来调整;5为在接头前有细节或在接头区域有纱线纠缠,我们通过减少喂人装置E3的启动,减少附加捻度或减少加捻时间来实现;6为在一个纺杯周长之后有细节,我们通过增加纤维喂人E3,改变附加长度或再设定喂入装置E3的启动来改变;7为接头太长,解决方法是减少附加长度。
4结束语
我公司在Autocor0312型转杯纺纱机上配备了瑞士乌斯特公司的电子清纱器,该电子清纱器提供了清晰友好的人机界面,工艺员可以在车头显示屏上任意设定清纱曲线,并可查看纱线的实际质量情况,机器效率降低也可以很快查明原因。Autocoro312型转杯纺纱机运转至今,通过对工艺不断地进行摸索、优化,转杯纱质量稳定,C 36.5tex、C 28 tex、C 18 tex等品种达到乌斯特公报25%水平,深受用户欢迎。但前道清梳联除尘风量配置方面必须进一步改善,才能使新设备的优点发挥得更好,工艺研究必须结合原料及气候变化作进一步的调整,这样才能充分发挥新设备的性能特点,不断开发高档次、高质量的转杯纱。