ХӘ ТӘЈәҪйЙЬБЛлжВЪЎў°ДГ«ЎўНГИЮПЛО¬өДМШРФЈ¬ВЫКцБЛІЙУГлжВЪПЛО¬Ўў°ДГ«ПЛО¬әННГИЮПЛО¬»мәП·ДЦЖХлЦҜУГЙҙөД№ӨТХ·Ҫ°ёәН№ӨТХҙлК©ЎЈ
№ШјьҙКЈә°ДГ«ПЛО¬Ј»НГИЮПЛО¬Ј»»м·ДЈ»ХлЦҜЙҙЈ»№ӨТХ·Ҫ°ёЈ»№ӨТХҙлК©
ҪьДкАҙЈ¬ЧФИ»Ц®·зФЪИ«ЗтВыСУЈ¬ҙУјтөҘөД»Ш№йЧФИ»өҪ·ВЧФИ»Ј¬ФЩөҪі¬ЧФИ»Ј¬МмИ»ПЛО¬әНАҙЧФМмИ»өДҙҙЧчБйёРіЙОӘБмөјКұЙРөД¶ҜБҰЎЈҙУЧоҪьәНОҙАҙјёёцјҫҪЪЗҝөчҙ«НіМмИ»ГжБПөДЗчКЖЦРҝЙТФЗеіюөШҝҙөҪЈ¬ПЦФЪИЛГЗЧ·ЗуөДКЗјјКх»ҜөДМмИ»ЦҜОпЈ¬ХвР©ҫЯУРІ»Н¬МмИ»КфРФөДЦҜОпНЁ№эМШКвҙҰАнұ»ёіУиБЛРВөД№ҰДЬРФәНЙуГАМШХчЎЈјјКх»ҜөДМмИ»ЦҜОпјёәхУләПіЙөДПЛО¬ЦҜОпТ»Сщҫ«ПёЈ¬јИУРДЪФЪөД№ҰДЬРФЈ¬Н¬КұУЦұЈБфБЛМмИ»ПЛО¬ФӯУРөДГФИЛНв№ЫәНКЦёРЎЈГЮ·Ді§ТІҙУөҘТ»өДЖ·ЦЦПт¶аСщ»Ҝ·ўХ№Ј¬СтГ«ЎўСтИЮЎўНГИЮөИПЛО¬ТСҪшИлГЮЙҙөДРРБРЎЈЛжЧЕИЛГсЙъ»оЛ®ЖҪөДИХТжМбёЯЈ¬ИЛГЗөДПы·С№ЫДоәНҪЎҝө№ЫДоТІ·ўЙъБЛЧӘұдЈ¬¶Ф·юЧ°өДТӘЗуёьЗчНкГАЎЈЛжЧЕ·ДЙҙјјКхөД·ўХ№Ј¬УГІ»Н¬өДПЛО¬Ј¬І»Н¬»м·ДұИЈ¬УЕКЖ»ҘІ№Ј¬ТаҝЙЦЖіЙБХАЕВъДҝЎўОЮҝЙжЗГАөДМШКв№ҰДЬөДХлЦҜРВІъЖ·ЎЈ
Г«ИЮПЛО¬»м·ДХлЦҜЙҙұгКЗАыУГЦРіӨлжВЪПЛО¬ЎўНГИЮПЛО¬Ўў°ДГ«ПЛО¬°ҙТ»¶ЁұИАэ»мәПЎўІЙУГ¶АМШөД·ДЙҙ№ӨТХ·ДЦЖ¶шіЙЎЈҫЭөчІйЈ¬өҪДҝЗ°ОӘЦ№Ј¬ёГЙҙПЯФЪ№ъДЪЙРКфКЧҙҙЈ¬ёГПоДҝөДҝӘ·ўМоІ№БЛ№ъДЪҝХ°ЧЈ¬ЙъІъјјКхҙпөҪ№ъДЪБмПИЛ®ЖҪЎЈ
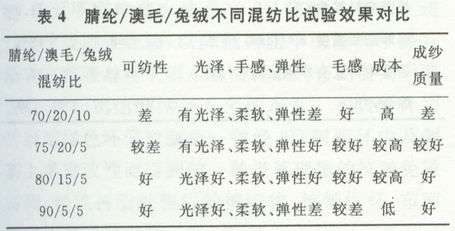
ёщҫЭҝН»§өДТӘЗуЙъІъіцІ»Н¬№жёсөДГ«ИЮПЛО¬»м·ДХлЦҜЙҙЈ¬ҫӯХлЦҜіЙТВәуҙ©ЧЕКжККЎўКЦёР»¬Л¬НҰА«ЎўГА№Ыҙу·ҪЎўұЈОВРФДЬәГЎЈПЦТФлжВЪЈҜ°ДГ«ЈҜНГИЮ80ЈҜ15ЈҜ05 20 texЙҙОӘАэҪ«№ӨТХјјКхЗйҝцҪйЙЬИзПВЈә
l ФӯБПРФДЬј°·ЦОцКФСй
1Ј®1 лжВЪ
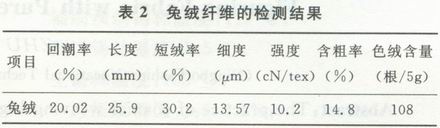
лжВЪЛЧіЖәПіЙСтГ«Ј¬ҫЯУРУлСтГ«ПаЛЖөДРФДЬЈ¬ЗҝБҰұИСтГ«ёЯ20 %Ў«25ЈҘЈ¬ұИЦШ1Ј®17gЈҜcm3ЎЈЈ¬ұИСтГ«ЎўГЮ»Ё¶јЗбЈ¬КЦёРИбИнЎўГ«ёР·бё»Ј¬№КұЈЕҜРФұИСтГ«әГЈ»ЖдЦҜОпҫЯУРГ«РННв№ЫЎўЗбУҜИбИнЎўІ»ЖрГ«ЖрЗтЎўТЧИҫЙ«ЗТЙ«¶ИАОЈ¬Й«ФуББАцЈ»ДНГ№АГЈ¬І»іжЦыЈ¬ДН№вАО¶ИКЗәПіЙПЛО¬ЦРЧоәГөДЈ¬ө«ИЭТЧЖрҫІөзЎЈ
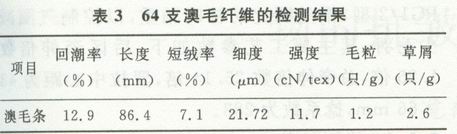
НГИЮПё¶шИбИнЈ¬ұЈЕҜРФәГЈ¬ОьКӘДЬБҰЗҝЈ¬ө«ПЛО¬ЕтЛЙЈ¬ұ§әНБҰІоЈ¬ЗҝБҰҪПөНЈ¬ТтҙЛҙҝ·ДУРТ»¶ЁөДА§ДСЈ¬Т»°гәНСтГ«»тЖдЛыПЛО¬»м·ДЎЈНГИЮАаІъЖ·Нв№ЫЗбУҜёЯСЕЈ¬ұЈОВРФәГЎўЕтЛЙИбИнЎўөҜРФЧгЎўНЁНёРФәГЈ¬ІўЗТ·ыәПИЛГЗ»Ш№йЧФИ»өДРДМ¬Ј¬Тт¶шЙоКЬ№гҙуПы·СХЯөДәс°®ЎЈ
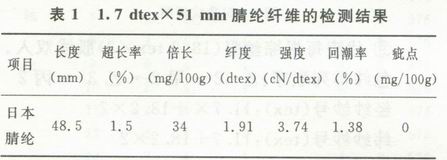
°ДГ«КЗ·ДЦҜ№ӨТөөДЦШТӘФӯБПЈ¬ҫЯУРРн¶аУЕБјМШРФЈ¬ИзөҜРФәГЎўКЦёР·бВъЎўОьКӘРФәГЎўұЈЕҜРФәГЎўІ»ТЧХҙОЫЎў№вФуИбәНЎўИҫЙ«РФУЕБјЎўЗҝ¶ИёЯЈ¬»№ҫЯУР¶АМШөДЛхИЮРФЈ»ЖдЦҜЖ·ИаҙкКұІ»ТЧХЫЦеЈ¬КЦёР»¬Л¬НҰА«ЎЈ
2Ј®1 ЦчТӘДСөг
Т»КЗҪвҫцНГИЮПЛО¬ҝЙ·ДРФІоЎў·ДЙҙҪПА§ДСөДОКМвЈ»¶юКЗәПАнСЎУГДнПөКэЈ¬ұЈЦӨЙҙПЯөД·зёсЈ»ИэКЗәПАнЖҘЕдёчЦЦФӯБПөДұИАэЈ¬ұЈЦӨЙҙөД·юУГР§№ыЎЈ
2Ј®2 ІЙИЎөДҙлК©
2Ј®2Ј®1 лжВЪПЛО¬УлНГИЮПЛО¬ИЭТЧЖрҫІөзЈ¬ҝЙ·ДРФ¶јҪПІоЎЈёщҫЭХвТ»ЗйҝцЈ¬ОТГЗПИҪ«ЛьГЗЛәі¶Ј¬ЕзИчҝ№ҫІөзјБЈ¬ГЖ·ЕјёёцРЎКұТФәуФЩЙПіөК№УГЎЈ
2Ј®2Ј®2 Г«ИЮПЛО¬ХлЦҜЙҙУГУЪХлЦҜЦҜОпЈ¬Дн¶И№эҙ󣬻бУ°ПмЙҙөД·зёсЈ»Дн¶И№эРЎЈ¬УЦ»бУ°ПмЙҙөДЗҝБҰЎЈҫӯУЕСЎДнПөКэХЖОХФЪ280Ў«290ҪПәПККЎЈ
2Ј®2Ј®3 ФЪКФ·Д№эіМЦРЈ¬ОТГЗХл¶ФІ»Н¬өД»м·ДұИАэЈ¬ҪшРРБЛ¶аҙОКФСйЈ¬КФСйЗйҝцјыұн4ЎЈ

3Ј®2Ј®1 Зе»Ё№ӨРт
ҝӘЗеГЮІОХХГЮРНәПіЙ»ҜПЛөД№ӨТХЈ¬№бі№¶аЛЙЎўЙЩҙтЎў¶аКбЎўЙЩВдөДФӯФтЎЈОӘұЈЦӨ»мәПР§№ыЈ¬ұШРлІЙИЎҙлК©ЧцөҪ»мәПГЮ°ьөДЛЙҪфГЬ¶ИПаҪьЈ¬ГЮ°ьЕЕБРёЯөНТӘТ»ЦВЎЈОӘұЬГвПЛО¬ФЪГЮПдДЪ·ӯ№ц№э¶а¶шК№ГЮҪбФцјУЈ¬ОТГЗјУҝмБЛЗеГЮЎў°юГЮҙтКЦЧӘЛЩЈ¬МбёЯ°юГЮР§ВКЎЈН¬КұКбГЮ№ЬөАУҰҫЎҝЙДЬЛх¶МЈ¬ТФјхЙЩПЛО¬Ул№ЬөАДЪұЪДҰІБФміЙГЮҪбЎЈБнНвЈ¬УЙУЪлжВЪПЛО¬өҜРФәГЎўұнГж№в»¬Ўўұ§әПБҰІоЈ¬ГЮҫнНЛИЖКұИЭТЧХіҫнЎў·ЦІгІ»ЗеЈ¬ҙУ¶шСПЦШУ°Пм°лЦЖЖ·әНіЙЖ·ЦКБҝЈ¬ТтҙЛұШРлІЙИЎ·АХіҙлК©Ј¬јхЙЩХіҫнПЦПуЎЈОТГЗІЙИЎБЛТФПВ·АХіҙлК©ЈәТ»КЗІЙУГ°јН№ВЮАӯ·АХіЧ°ЦГЈ»¶юКЗІЙУГөҘіҫБэјҜГЮЧ°ЦГЈ¬·вұХ»тІҝ·Ц·вұХПВіҫБэОь·зҝЪЈ¬ЙППВіҫБэјҜГЮұИАэҙуФј7Јә3ЧуУТЈ»ИэКЗҪфС№ВЮАӯјУҙуС№БҰЈ»ЛДКЗҪфС№ВЮАӯјУЧ°өзИИЛҝЈ¬ОВ¶ИҝШЦЖФЪ70Ў«90ЎжЈ»ОеКЗјУЧ°·АХіҙЦЙҙЧ°ЦГЎЈЗе»Ё№ӨРтЦчТӘ№ӨТХІОКэИзПВЈәГЮҫн¶ЁБҝ360gЈҜmЈ¬¶ЁіӨ34Ј®2mЈ¬ГЮҫнВЮАӯЛЩ¶И10 rpmЎЈ
3Ј®2Ј®2 КбГЮ№ӨРт
ұШРлұЈЦӨГЮНшЦКБҝЎўјхЙЩПЛО¬ЛрЙЛЈ¬ФцҙуҙМ№хУлёшГЮ°ејдөДёфҫаЈ¬ККөұҪөөНҙМ№хЎўөА·тЛЩ¶ИЈ¬ФцҙуОэБЦУлҙМ№хұнГжЛЩұИЈ¬ІўККөұјУҙуБЛОэБЦУлёЗ°еЦ®јдөДёфҫаЈ¬өА·тЎўОэБЦЧӘТЖВКТӘҙуЈ¬ТФјхЙЩПЛО¬ідИыЎў·ҙёҙИаҙкЈ¬ФцјУКбАнЧӘТЖЈ¬ҙУ¶шјхЙЩГЮҪбөДІъЙъЈ¬К№УГ·вұХКҪРЎВ©өЧЈ¬іэіҫө¶ІЙУГёЯө¶РЎҪЗ¶И№ӨТХЈ¬ТтПЛО¬ұ§әПБҰІоЈ¬ёшГЮВЮАӯУлҙуС№№хФцјУС№БҰЈ¬ГЮМхХЕБҰЖ«РЎХЖОХЈ¬ККөұҪөөНГЮМх¶ЁБҝЎЈБнНвУЙУЪКбГЮКЗ¶а»ъМЁЙъІъЈ¬ЛщТФұШРл¶ЁЖЪІвКФГЮНшЦКБҝәНіө¶ЗВдГЮЈ¬¶ФЦКБҝІоЎўВдГЮ№э¶а№эЙЩөДІ»Бј»ъМЁј°КұІЙИЎҙлК©өчХы№ӨТХЈ¬МбёЯГЮНшЦКБҝј°ЖҪәвВдГЮЈ¬јхЙЩ»ъМЁјдөДІоТмЈ¬ҙУ¶шҝШЦЖЙъМхЦКБҝІЁ¶ҜЎЈ»№УРЦШТӘөДТ»өгҫНКЗЈә°ДГ«МхЛжГЮҫнО№ИлКұЈ¬Т»¶ЁТӘ·АЦ№°ДГ«МхөД¶ПН·ПЦПуЈ¬јшУЪҙЛЈ¬ОТГЗұгФЪКбГЮ»ъ»ъәу°ІЧ°БЛ¶ПН·ЧФНЈЧ°ЦГЈ¬¶ЕҫшБЛТт°ДГ«Мх¶ПН·¶шФміЙөД»м·ДұИАэҙнОуЎЈКбГЮ№ӨРтЦчТӘІОКэјыұн5ЎЈ
3Ј®2Ј®3 ІўМх№ӨРт
ІЙУГ·ЕҙуёфҫаЎўККөұјУС№ЎўөНЛЩ¶ИөД№ӨТХФӯФтЎЈұҫ№ӨРтУҰСПёсҝШЦЖіөјдОВКӘ¶ИЈ¬ТФФцјУПЛО¬ОКөДјҜКшЧчУГЈ¬·АЦ№ІшЖӨ№хЎўИЖВЮАӯПЦПуЎЈБнНвКөРР№М¶Ё№©УҰЈ¬МхНІ°ҙСЫ¶ЁМЁ¶ФәЕ№©УҰЎЈЖдЦчТӘ№ӨТХІОКэјыұн6ЎЈ
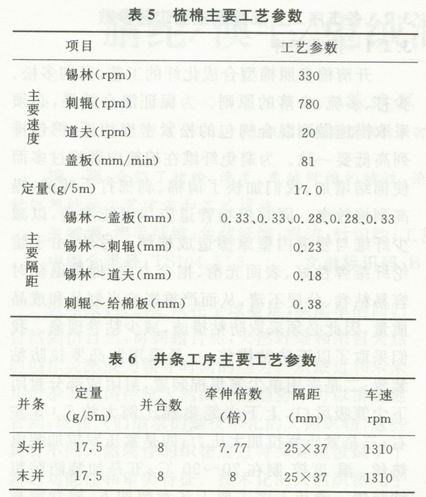
ФЪ№ӨТХЕдЦГЙПИФТФҪшТ»ІҪМбёЯПЛО¬өДЙмЦұЖҪРР¶ИЎў·ЦАл¶ИЈ¬ёДЙЖЙҙМхөДМхёЙҫщФИ¶ИОӘФӯФтЈ¬МШұрКЗТӘҝШЦЖҙЦЙҙЙміӨВКЈ¬·АЦ№МхёЙ¶с»ҜЎЈХлЦҜУГЙҙІјГжЦКБҝУҰЦШөг·АЦ№ІъЙъТхУ°Ј¬ТӘЗуіЙЙҙМхёЙТӘәГЈ¬јхЙЩПёҪЪЈ¬№КҙЦЙҙДнПөКэТӘЖ«ёЯХЖОХЈ¬ТФЗЈЙм№эіМІ»іцУІН·ОӘФӯФтЈ¬ҙЦЙҙДнПөКэ65Ј¬ҙЦЙҙёЙ¶ЁБҝ4Ј®5gЈҜЎЈ10 mЈ¬әуЗшЗЈЙмұ¶Кэ1Ј®18ұ¶Ј¬З°ВЮАӯЧӘЛЩ250 rpmЈ¬З°ЦРВЮАӯЦРРДҫа59ЎЈmmЈ¬ЦРәуВЮАӯЦРЎЈРДҫа76 mmЎЈ
3Ј®2Ј®5 ПёЙҙ№ӨРт
УЕСЎБЛҙЦЙҙДнПөКэУлПёЙҙәуЗшЗЈЙмұ¶КэЦ®јдөДЖҘЕдЈ¬әПАнСЎЕдёЦБеЎўёЦЛҝИҰөДРНәЕЈ¬ёЦБеСЎУГPGlЈҜ2РНЈ¬ёЦЛҝИҰұИ·ДГЮКұЙФЦШЈ¬ТФҝШЦЖЖшИҰјхЙЩГ«УрЈ¬ЖдЦчТӘ№ӨТХІОКэИзПВЈәәуЗшЗЈЙмұ¶Кэ1Ј®25ұ¶Ј¬ЧЬЗЈЙмұ¶Кэ25Ј®14ұ¶Ј¬ВЮАӯЦРРДҫаОӘ43ЎБ66 mmЈ¬ДнПөКэОӘ283ЎЈ
3Ј®2Ј®6 ВзНІ№ӨРт
ІЙУГ1332MDРНВзНІ»ъЈ¬әПАнЙи¶ЁөзЗеІОКэЈ¬ұЈіЦЙҙПЯНЁөАөД№вҪа¶ИЈ¬ККөұҪөөНІЫНІЛЩ¶ИЈ¬ТФјхЙЩНІЧУЙҙөДГ«УрЦөЎЈөзЗеЙи¶ЁЦөЈә¶МҙЦҪЪ(s)+180ЈҘЈ¬1Ј®5 cmЈ»іӨҙЦҪЪ(L)+50ЈҘЈ¬30 cmЈ»іӨПёҪЪ(T)Т»40ЈҘЈ¬30 cmЎЈ
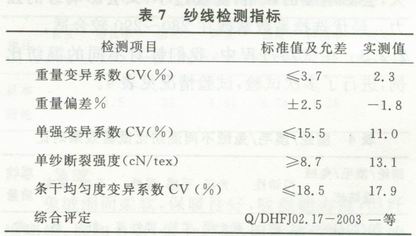
4 ІъЖ·ЦКБҝЛ®ЖҪ
ІЙИЎБЛЙПКцТ»ПөБРҙлК©әуЈ¬ОТ№«ЛҫЙъІъөДлжВЪЈҜ°ДГ«ЈҜНГИЮ80ЈҜЎЈ15ЈҜ05 20texЙҙёчПоЦёұкҫщҙпөҪТ»өИЛ®ЖҪЈ¬јмІвЦёұкјыұн7ЎЈ