
1ЩњВњЪдбщ
ЮЊСЫжЄУїдкЪсУоЛњгаздЕїдШећзАжУЕФЬѕМўЯТПЩвдЪЁШДВЂЬѕЙЄађЃЌЮвУЧНјааСЫШчЯТЪдбщЁЃ
1ЃЎ1ЪдбщвЛ
ЗФжЦзЊБЩД80 texЁЂ58 texЁЂ48 texШ§ИіЦЗжжЃЌЦфХфУоГЩЗжЮЊЃКеЖГУо20ЃЅЃЌОЋЪсТфУо60ЃЅЃЌ129УоЛЈ20ЃЅЁЃВЩгУвдЯТШ§жжЙЄвеСїГЬЗФЩДЃК
(1)ЪсУо(C50аЭДјздЕїдШећ)-ЭЗВЂ(SB91аЭ)-ЖўВЂ(RSB951аЭДјздЕїдШећ)-зЊБЗФ(R1аЭ)ЁЃ
(2)ЪсУо(C50аЭДјздЕїдШећ)-ВЂЬѕ(RSB951аЭДјздЕїдШећ)-зЊБЗФ(R1аЭ)ЁЃ
(3)ЪсУо(C50аЭДјздЕїдШећ)-зЊБЗФ(R1аЭ)ЁЃ
Ш§ИіЦЗжжЕФГЩЩДжЪСПМћБэ1ЁЃ
гЩБэlПЩвдПДГіЃЌСїГЬ3ЕФГЩЩДжЪСПзюКУЃЌЦфДЮЪЧСїГЬ1ЃЌСїГЬ2ЕФГЩЩДжЪСПзюВюЁЃЫЕУїдкЪсУоЛњДјгаздЕїдШећЕФЬѕМўЯТЃЌЗФЩДСїГЬжаЪЁШДВЂЬѕЙЄађЃЌГЩЩДжЪСПЭЌбљФмЙЛБЃжЄЁЃ
1ЃЎ2ЪдбщЖў
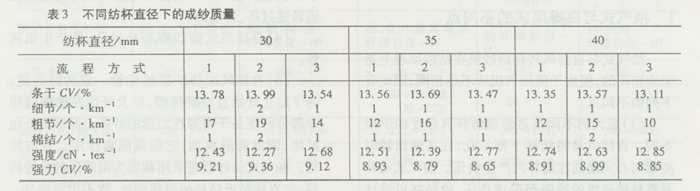
ИФБфХфУоГЩЗжЃЌЗФOE 72 texЁЂ58 texЁЂ48 texЁЂ36 texеыжЏгУЩДЃЌЦфХфУоВЩгУ100ЃЅЕФ129УоЛЈЃЌЙЄвеСїГЬЭЌЪдбщвЛЃЌЗФЩДНсЙћМћБэ2ЁЃ

ДгБэ2ПЩвдПДГіЃЌдкЗФеыжЏгУЩДЃЌИФБфХфУоЕФЧщПіЯТЃЌСїГЬ3ЕФГЩЩДжЪСПвРШЛзюКУЃЌМДдкзЊБЗФЩДЕФЙЄвеСїГЬжаПЩвдЪЁШДВЂЬѕЙЄађЁЃ
1ЃЎ3ЪдбщШ§
ВЩгУВЛЭЌЕФЗФБжБОЖЗФжЦOE 80 texЩДЃЌЦфХфУоМАЙЄвеСїГЬЭЌЪдбщвЛЃЌЗФЩДжЪСПМћБэ3ЁЃ
гЩБэ3ПЩжЊЃЌЗФБжБОЖдіДѓЃЌГЩЩДжЪСПЬсИпЃЌСїГЬ3ГЩЩДжЪСПзюМбЁЃ
ЭЈЙ§ЩЯЪіШ§зщЪдбщЪ§ОнЫЕУїЃКдкЪсУоЛњгаздЕїдШећЕФЬѕМўЯТЃЌЪЁШДВЂЬѕЙЄађЪЧЭъШЋПЩааЕФЁЃ
2двђЗжЮі
ЮЊЪВУДДјгаздЕїдШећЪсУоЛњЩњВњЕФЬѕзгжБНгЩЯзЊБЗФЩњВњЕФЩДЯпжЪСПзюМбЃЌЦфжївЊдвђШчЯТЁЃ
2ЃЎ1ЬѕзгЕФОљдШЖШ
гЩгкзЊБЗФЩДЪЧвдЕЅЯЫЮЌФ§ОлЗНЪННјааЕФЃЌЯЫЮЌбиЗФБББкАДжмЯђбЛЗХХСаВЂгаВЂКЯаЇгІЖјВњЩњОљдШзїгУЃЌетжжОљдШзїгУЯогкЗФБжмГЄФкЃЌжЛФмЪЧЖЬЦЌЖЮЕФОљдШЃЌЮоЗЈОљдШЬѕзгДјРДЕФГЄЦЌЖЮВЛдШЁЂЧПСІЯТНЕЕШжЪСПЮЪЬтЁЃвђДЫЮвГЇЕФЪЕМљжЄУїЃКдкЪсУоЬѕЬѕИЩCV<5ЃЎOЃЅЃЌжиСПВЛдШТЪ<1ЃЎ25ЃЅЪБЃЌЬѕзгЕФГЄЁЂЖЬЦЌЖЮВЛдШТЪЛљБОЩЯЕУЕНИФЩЦЃЌФмИќКУЕиДњЬцЦеЭЈЕФВЂКЯзїгУЁЃШчЙћдйОВЂЬѕВЂКЯЧЃЩьЃЌгЩгкЯЫЮЌдЫЖЏЕФПижЦВЛСМЃЌВЂЬѕЧЃЩьДјРДаТЕФВЛдШЃЌЬѕИЩЖёЛЏЃЌЫљвдВЂКЯжЛФмИФЩЦжаГЄЦЌЖЮВЛдШЃЌЖЬЦЌЖЮВЛдШЛсНјвЛВНЖёЛЏЁЃгШЦфЪЧдкзЊБЗФДѓСПЪЙгУОЋЪсТфУоЁЂеЖГУоКЭЕЭМЖУоЪБЃЌгЩгкЯЫЮЌГЄЖШЖЬЃЌТоРИєОрЮоЗЈдйИФаЁЃЌКѓЧјЧЃЩьЮоЗЈТњзуЙЄвевЊЧѓЃЌЕМжТЪьЬѕЬѕИЩБфВюЃЌЧАЫъРЭТГіЩњЬѕУоЭјдЦАпУїЯдЃЌДгЖјВњЩњДжЁЂЯИНкЁЃ
2ЃЎ2ЬѕзгЕФЧхНрЖШ
ВЂЬѕЙЄађВЂВЛОпБИГ§дгЙІФмЃЌжЛЪЧЪЙдЪсУоЬѕжаЕФдгжЪжиаТЗжВМвЛДЮЃЌЖдЬѕзгЕФНрОЛВЂЮоАыЕуИФЩЦЃЌвђДЫЪЁШДВЂЬѕЙЄађВЂВЛгАЯьЬѕзгЕФЧхНрЖШЁЃ
2ЃЎ3ЬѕзгФкЯЫЮЌЕФЗжРыЖШ
РэТлШЯЮЊЃЌВЂЬѕЕФЧЃЩьзїгУФмЪЙЯЫЮЌЩьжБЦНааЃЌЯЫЮЌЕФЗжРыЖШБфМбЃЌШЛЖјдкЬѕзгЫЭШЫЗФБжЎЧАЃЌОЙ§ЗжЪсЙѕЕФЗжЪсКЭЦјСїЧЃЩьзїгУЃЌдквЛЖЈГЬЖШЩЯвВПЩИФЩЦЯЫЮЌЕФЭфЙГЃЌЪЙЯЫЮЌДяЕНЩьжБЕФФПЕФЁЃ
ЯЫЮЌНјШыЗФБКѓЃЌгЩгкЗФБИпЫйЛизЊВњЩњЕФРыаФСІЃЌЪЙдкЗФБФкбиББкИпЫйЛизЊЕФЯЫЮЌдкББкФІВССІЕФзїгУЯТЙіЖЏЗзЊДяЕНМфНгЕФЩьжБзїгУЃЌВЙГЅСЫЯЫЮЌЕФЩьжБЦНааЖШЁЃЫљвдЃЌЭЈЙ§здЕїдШећИФЩЦЪсУоЬѕЕФжЪСПКЭНјвЛВНИФЩЦЗжЪсЙѕЙЄвеМАНсЙЙЃЌЖдЪЁШДВЂЬѕЙЄађЖМЪЎЗжгаРћЁЃ
3 Нсгя
3ЃЎ1 ЪЕМљжЄУїЃКдкЪсУоЛњДјгаздЕїдШећЁЂЩњЬѕЬѕИЩCV<5ЃЅЁЂжиСПВЛдШТЪ<1ЃЎ25ЃЅЕФЬѕМўЯТЃЌЪЁШДВЂЬѕЙЄађЪЧКЯРэЕФЁЃ
3ЃЎ2ЖдзЊБЗФЗФжаЁЂЯИКХЩДЛЙгаД§НјвЛВНЪЕМљЃЌЭЈЙ§ИФЩЦдСЯЃЌИФЩЦЗжЪсЙѕЁЂЗФБЙЄвеВХФмжЄУїЁЃ
3ЃЎ3 ЪЁШДВЂЬѕЙЄађЃЌЮоТлдСЯЕФгХСгЖдЗФ0E 29texвдЩЯЩДОљЪЪвЫЁЃ
3ЃЎ4дкЙЄвеСїГЬЯрЭЌЃЌдСЯНЯВюЕФЬѕМўЯТЃЌЪЙгУНЯДѓжБОЖЕФЗФБКЭЕЭЗФБЫйЖШЃЌЖдНЕЕЭЬѕИЩCVЁЂЯИНкЁЂДжНкНЯгаРћЁЃ