
介绍了牛奶纤维的特性。针对牛奶纤维抱合力差的特点,采用牛奶纤维和撕断的精梳棉条进行棉包混和;在开清棉工序适当加重棉卷的定量;梳棉工序为减少棉条断头,生条定量偏重控制;粗纱的捻系数偏大掌握,使用橡胶假捻器,提高加捻效率,采用较小的粗纱张力;为了与较大的粗纱捻系数相配合,细纱后区工艺采用大隔距、较小的后区牵伸倍数,前区采用小隔距,可适应牛奶纤维与棉纤维混纺纱的质量。
随着科学技术的发展,新型纺织纤维不断涌现,应用各种新型纺织纤维生产时尚、高档次的纺织品越来越受到人们的青睐。我公司针对市场需求,加大新产品开发力度,成功地生产出高品质的牛奶纤维与棉纤维混纺系列纱线,为企业创造出良好的经济效益。现以牛奶纤维与精梳棉65/3514.7 tex混纺纱为例介绍如下。
1原料的特性及选配
牛奶纤维是利用牛奶蛋白制成的纤维。牛奶纤维的质感与山羊绒极为相似,可利用牛奶纤维替代山羊绒生产高档次的纺织品;同时山羊绒是价格昂贵的天然纺织纤维,而牛奶纤维的价格比山羊绒低,所以又可以进一步降低成本。
牛奶纤维具有手感滑腻、柔软、亲肤性强、透气、吸湿、导湿性好等特点;有丝一般的光泽、山羊绒一样的质感;高强、耐磨、耐腐、悬垂性好;牛奶蛋白中含有十多种氨基酸,对皮肤有特殊的养护作用。牛奶纤维与棉纤维混纺后,可提高织物的柔软性和亲肤性,增加织物的悬垂性和光泽。牛奶纤维与棉纤维的保暖性基本相同,所以吸湿和透气性不会发生变化,可提升产品的档次。牛奶纤维和棉纤维的物理指标见表1。

2 纺纱方案的确定
因牛奶纤维和棉纤维的特性不同,我们在纺纱过程中制定了两种方案:一是采用牛奶纤维制成梳棉条,棉纤维制成精梳条,然后两种条子在并条机上进行混和;二是采用牛奶纤维和撕断的精梳棉条进行人工混和。
第一种方案在梳棉工序因牛奶纤维的化学药力较差,棉网容易破边下垂,造成条子断头多,重量不匀率增大,混纺比例难以控制,降低了生产效率。为了解决这个问题,在开清棉工序对牛奶纤维按比例喷洒化学药剂,闷放24 h后使用,以提高纤维问的抱合力;并减小棉网张力、降低道夫速度。经采取以上措施后,基本上解决了牛奶纤维棉网破边下垂的问题,但是还存在因化学药剂比例配制不当、喷洒不匀、棉卷放置时间过长,而使牛奶纤维的抱合力产生波动,造成棉网断头增多,生产质量不稳定。
第二种方案将棉纤维开松、除杂、梳理制成精梳条子后,撕成约10 cm长左右,然后与牛奶纤维按比例进行人工混棉。实践证明,虽然这种工艺流程较长,但两种纤维混和后的可纺性能好,前纺各工序生产质量稳定,成纱质量良好,所以我们选用这种方案进行生产。
3 工艺流程
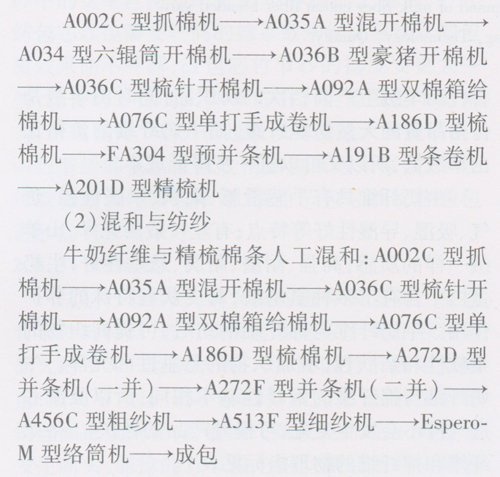
4各工序工艺配置及主要技术措施
4.1 开清棉
开清棉工序贯彻轻打、多梳、少落的工艺原则。牛奶纤维不含杂质,只含有少量的并丝,精梳棉条中的杂质也很少,为减少纤维损伤及过度打击产生棉结,要求跳过A034型六辊筒开棉机和A036B型豪猪开棉机;缩小打手与尘棒间的隔距,以降低落棉率,提高制成率。由于牛奶纤维抱合力差,要适当加重棉卷的定量;在A076C型单打手成卷机上要增加防止粘卷用的粗纱数,使开清棉卷在梳棉机后退绕时不松散、不粘卷。牛奶纤维与精梳棉的棉卷定量为360 g/m。
4.2梳棉工序
梳棉采用纺化纤工艺,降低锡林和刺辊的速度,给棉板抬高3 mm,以减少纤维的损伤,降低短绒率。缩小锡林至前上罩板的上口隔距,以减少盖板花,采用纺化纤用的小漏底,减少后车肚的落棉率。为减少棉条断头,生条定量偏重控制。梳棉机保持状态良好,做到“四锋一准”,保证各部隔距准确。梳棉机工艺配置:生条定量19.5g/5 m,锡林转速330 r/min,刺辊转速800r/min,道夫转速20 r/min,盖板线速度81mm/min,锡林刺辊线速比2.13,锡林~盖板五点隔距0.23 mm、0.20 mm、0.20 mm、0.20 mln、0.23mm。
4.3并条
并条采用二道并合,确保纤维充分混和,提高纤维伸直平行度。胶辊状态要良好,加压稳定,回转正常,以提高并条条干水平。并条工艺参数见表2。

4.4粗纱
粗纱捻系数偏大控制,使用橡胶假捻器,提高加捻效率,采用较小的粗纱张力,防止粗纱意外伸长而产生细节,恶化成纱质量。采用较小的后区牵伸倍数,提高粗纱条干水平。粗纱工艺参数:干定量4.5g/10 m,罗拉中心距51 mm×70 mm,总牵伸倍数7.778倍,后区牵伸倍数1.18倍,捻度4.91捻/10 cm,捻系数108.1,前罗拉速度188 r/min。
4.5细纱
牛奶纤维与精梳棉65/35 14.7 tex混纺纱是高档产品,对成纱的细节要求较高。在细纱工序要积极采用针织用纱的“二大二小”工艺,提高成纱质量。在A513F型细纱机上为了与较大的粗纱捻系数相配合,细纱后区工艺采用大隔距、较小的后区牵伸倍数,前区采用小隔距,以减少成纱细节,满足针织用纱的质量要求。合理选配钢领、钢丝圈,并及时更换,以减少毛羽,使成纱外观光洁,布面风格良好。细纱工艺参数:罗拉中心距43mm×60 mm,总牵伸倍数33.82倍,后区牵伸倍数1.16倍,捻度88.7捻/10cm,捻系数340,前罗拉速度199 r/min。
4.6络筒
在络筒工序,要保证槽筒通道光洁,无毛刺,以减少毛羽。络纱速度和张力一定要偏低掌握,否则会恶化筒纱质量。络纱速度控制在1000 m/min以下。合理设置电清门限,清除有害纱疵,并要分析纱疵的类别和产生的原因,及时改进工艺,解决生产管理中存在的各种问题,提高筒子纱质量。牛奶纤维与精梳棉65/35 14.7 tex混纺筒纱质量见表3。

5 结语
在牛奶纤维与精梳棉65/35 1 4.7 tex混纺纱的生产过程中,一定要从牛奶纤维和棉纤维的特性考虑工艺流程及确定相关的工艺参数。认真考虑原料的混和方法,改善纤维的可纺性能。在开清棉和梳棉工序要注意减轻打击和分梳,以减少落棉,降低成本。在细纱工序,要采用针织纱工艺,减少细节,提高细纱条干水平。牛奶纤维与棉纤维混纺纱织制的织物,风格独特,布面光泽、手感好,有山羊绒织物的质感,对皮肤有特殊的养护作用,这充分满足了消费者追求天然、高贵、保健的需求,有着广阔的市场发展前景。