
JWF1415РНҙЦЙҙ»ъКЗФЪЧЬҪбFA481РНҙЦЙҙ»ъөД»щҙЎЙПЈ¬АыУГЛЕ·юҝШЦЖөДёъЧЩФӯАн¶шСРЦЖөДТ»ЦЦРВРНҙЦЙҙ»ъЎЈёГ»ъКЗФЛУГјЖЛг»ъҝШЦЖјјКхЎўЛЕ·юјјКхЎўұдЖөөчЛЩјјКхЈ¬ІЙУГҝЙұаіМРтҝШЦЖЖч(PLC)СРЦЖөДОЮЧ¶ВЦҙЦЙҙ»ъЈ¬ҫЯУР»ъөзТ»Ме»ҜіМ¶ИёЯЈ¬·ДЙҙЦКБҝәГЈ¬ҝЙҝҝРФЗҝөИМШРФЎЈЦчТӘМШөгИзПВЈә
1 јјКх№жёс
JWF1415РНҙЦЙҙ»ъКК·ДГЮПЛО¬іӨ¶ИЈә22Ў«38mmЈ¬КК·Д»ҜС§ПЛО¬іӨ¶ИЈә65 mmТФПВЈ¬КК·ДҙЦЙҙәЕКэЈә200Ў«1 000 texЈ¬КК·ДДн¶ИЈә18Ў«79ДнЈҜmЈ¬ЧЬЗЈЙмұ¶КэЈә4Ј®2Ў«12ұ¶Ј¬¶§ТнЧӘЛЩ·¶О§Јә№ӨТХЛЩ¶И600Ў«1200 rpmЈ¬јУС№РОКҪЈәPK5 000Жш¶ҜТЎјЬјУС№Ј¬ЗЈЙмРОКҪЈәЛДЙПЛДПВЛ«¶МЖӨИҰЗЈЙмЈ¬ПВВЮАӯЦұҫ¶ЈәҰХ28 mmЎўҰХ28 mmЎўҰХ25 mmЎўҰХ28 mmЈ¬ЙПВЮАӯЦұҫ¶ҰХ34 mmЎўҰХ34 mmЎўҰХ32 mmЎўҰХ34 mmЈ¬іЙРОіЯҙзҰХ152ЎБ400 mmЎЈ
2 РФДЬМШөг
ұҫ»ъҫЯУРЛЩ¶ИёЯЈ¬ҫнЧ°ҙуЈ¬Ҫб№№ПИҪшөИМШөгЎЈИЎПыБЛФӯУРөДЙППВМъЕЪЎўХЕБҰОўөчәНіЙРОЧ°ЦГЈ¬ІЙУГ¶аөз»ъ·ЦІјҙ«¶ҜЈ¬УЙ№ӨТөјЖЛг»ъКөПЦН¬ІҪҝШЦЖЈ¬ЙиУРәмНвПЯ¶ПН·ЧФНЈЧ°ЦГЈ¬ВъЙҙЧФ¶ҜҝШЦЖЧ°ЦГЈ¬»эј«КҪЙППВЗеҪај°Оь·зЧ°ЦГЈ»ұдЖөөчЛЩәНҝЙұаіМРтҝШЦЖЖч(PLC)ЎЈИ«»ъҪб№№ҝЙҝҝЈ¬ФЛЧӘЖҪОИЈ¬ФлТфөНЈ¬әДөзЙЩЈ¬Ул№ъДЪН¬Аа»ъРНПаұИЈ¬ФЪПаН¬ҫнЧ°МхјюПВЈ¬ХјөШГж»эРЎЎЈ
2Ј®1ІЙУГЙП¶§ёЛКҪ·вұХ¶§ТнЈ¬ККУҰРь¶§ҙЦЙҙ»ъёЯЛЩ¶ИЈ¬ҙуҫнЧ°ТӘЗуЈ¬ЙҙМхФЪ·вұХ¶§ТнөААпІ»КЬНвҪз·Й»ЁәНЖшБчёЙИЕЈ¬ЙҙҙГЙЩЈ¬¶ПН·ВКөНЎЈ¶§ТнЛЩ¶ИҝЙҙп1400rpmЈ¬НвХЕБҝРЎУЪ6mmЎЈ
2Ј®2ФЛРР№эіМУЙPLCЧФ¶ҜҝШЦЖЎЈЧҙМ¬ЎўФЛРРІОКэІЙУГҙҘГюЖБКҪПФКҫЎЈИ«іМҝШЦЖЦұ№ЫЗеіюЈ¬ІЩЧч·ҪұгЎўҝмҪЭЈ¬№ӨТХРЮёД·ҪұгЎЈРЮёД№ӨТХКұЦ»ТӘҪ«ПаУҰІОКэУГҙҘГюЖБКдИлөзДФјҙҝЙЈ¬КөПЦБЛИЛ»ъ¶Ф»°Ј¬МбёЯБЛЙъІъР§ВКЎЈ
2Ј®3ВъЙҙЧФ¶ҜҝШЦЖЈ¬КөПЦ¶ЁіӨЎў¶ЁО»НЈіөЎЈ
2Ј®4ІЙУГЛДВЮАӯЛ«¶МҪәИҰЗЈЙмЎЈЗ°ЎўЦРЎўәуЗЈЙмЗшЧоРЎЦРРДҫа·ЦұрОӘ35 mmЎў46 mmәН48 mmЈ¬З°әуВЮАӯЧоҙуҫаАлОӘ190 mmЈ¬ДЬ№»ВъЧгГЮ·ДЖуТөёчЦЦПЛО¬Ж·ЦЦөДТӘЗуЎЈ
2Ј®5 ЧЁјюЖчјю
2Ј®5Ј®1 JWF1415РНҙЦЙҙ»ъТЎјЬІЙУГФӯОчөВҪшҝЪPK5000Жш¶ҜТЎјЬЈ¬ҫЯУРІрЎўЧ°јтөҘЈ¬өчҪЪ·ҪұгЈ¬ІўУРС№БҰҝШЦЖҝӘ№ШЎЈИз№ыС№БҰөНУЪТӘЗ󣬻бЧФ¶Ҝ№ШіөұЁҫҜЎЈУлA453BҙЦЙҙ»ъөҜ»ЙТЎјЬПаұИЈ¬Ж䶧јдС№БҰІоТмјёәхОӘБгЎЈ
2Ј®5Ј®2 ЙППъІЙУГМјПЛЙППъЈ¬ҫЯУРУІ¶ИёЯЎўНдЗъЗҝ¶ИЗҝЎўДНДҘРФі¬№эёЦЦКөДМШөгЈ¬ІўҫЯУРУЕБјЧФИу»¬РФәНҝ№ҫІөзРФДЬЎЈ
2Ј®5Ј®3ЖӨ№хІЙУГҪшҝЪІ»ҙҰАнЖӨ№хЈ¬ЖӨ№х»ШөҜРФәГЈ¬І»»бІъЙъҫІөзЈ¬ұнГжҝ№ИЖРФЗҝЈ¬ДЬУРР§өШҝШЦЖёЎУОПЛО¬Ј¬МбёЯіЙЙҙЦКБҝЎЈ
2Ј®6әгХЕБҰЎўәгАлРДБҰ·ДЙҙЈ¬К№өГФЪ¶§ЛЩМбёЯөДЗйҝцПВЈ¬ҙЦЙҙЦКБҝИФДЬұЈіЦәГөДЛ®ЖҪЈ¬Хы»ъІъБҝұИУРЧ¶ВЦҙЦЙҙ»ъМбёЯБЛ20ЈҘЎЈ
2Ј®7 JWF1415ҙЦЙҙ»ъТАҝҝ№ӨҝШ»ъФЪВъЙҙЧФНЈЗ°ҝЙТФЧФ¶ҜөчҪЪБъҪоөД»»Пт¶ҜіМЈ¬ВъЙҙЗ°Т»ІгЙҙҝЙТФЧцөҪМбЗ°»»ПтЈ¬ТтҙЛҝЙТФЧјИ·ҙпөҪВъЙҙіӨ¶ИУлЙи¶ЁіӨ¶ИПаөИЈ¬И·ұЈ¶ЁО»НЈіөЈ¬ВъЙҙЧФНЈәуОЮ¶аУаҫнИЖЈ¬јхЙЩОпБППыәДЎЈ
2Ј®8¶§ҫа216 mmЈ¬ФЪВъЧгіЙРНіЯҙзҰХ152 mmЎБ400 mmҫнЧ°МхјюПВЈ¬јхЙЩХјөШГж»эЎЈЖдЛыЖ·ЕЖРНәЕ»ъРН¶§ҫаҫщОӘ220 mmЎЈ
2Ј®9»»Пт»ъ№№ІЙУГБЛ»ъөзПаҪбәПРОКҪЈ¬Л«ПтөзҙЕОьМъЎЈ¶ҜЧчБйГфЎў»»Птј°КұЈ¬ПыіэБЛКҪ»»ПтТЧіцПЦөД»»Пт¶ҜЧчЦНәуПЦПуЈ¬ТтҙЛУРР§·АЦ№БЛ»»ПтКұіцПЦөДГ°ЙҙЎЈ
2Ј®10ЙијЖПИҪшәПАнЎЈіөН·ҙ«¶ҜІҝ·ЦІЙУГіЭВЦПдУНФЎИ󻬣¬јхЙЩБЛДҘЛрЈ¬ФцјУБЛіЭВЦК№УГКЩГьЈ¬¶§ТнәННІ№ЬІЙУГВЭРэіЭВЦәНіЭРОҙшҙ«¶ҜЈ¬ФЛРРЖҪОИЈ¬·АПёҪЪЧ°ЦГЈ¬ҝӘіөСПёсҝШЦЖЈ¬ФЪёЯЛЩПВЧФ¶ҜұЈіЦҙЦЙҙАлРДБҰәг¶ЁЎЈ
2Ј®11 НкЙЖөДЗеҪаПөНіЎЈІЙУГ»эј«»ШЧӘИЮҙшКҪЙППВВЮАӯЗеҪаЧ°ЦГЈ¬ІўЕдұёСІ»ШКҪЗеҪаЧ°ЦГј°Оь·з·зөАЎЈСІ»ШКҪЗеҪаЧ°ЦГҙө·зЧмҪ«іөГжЙП·Й»ЁәНПВЗеҪаёЗ°еВдПВөД·П»ЁөИФУЦКҙөөҪ°ІЧ°ФЪіөГжәуІаөДОь·з№ЬөАОьҝЪҙҰұ»ОьЧЯЈ¬УРР§өШұЬГвБЛГЮФУЦКҫнИлҙЦЙҙЦРЈ¬·АЦ№БЛЙҙҙГөДІъЙъЎЈіөГжЙПЗеҪаОьҝЪХжҝХ¶ИҙУіөН·өҪіөОІҙп924Ў«1300 PaЎЈ
3 №ӨТХБчіМ
4 ·ДЦЖCJ18Ј®5 texЙҙ№ӨТХЕдЦГөДИ·¶Ё
ОӘБЛГюЛчJWF1415РНҙЦЙҙ»ъөД·ДЙҙРФДЬЈ¬ОТГЗёщҫЭJWF1415РНҙЦЙҙ»ъі§јТЛөГч¶Ф№ӨТХҪшРРКФСйЈ¬·ДЙҙРФДЬИзұн1ЎЈ
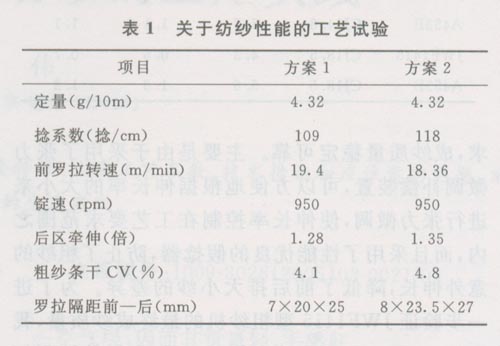
УЙУЪJWF1415РНҙЦЙҙ»ъОӘЛДВЮАӯЛ«¶МҪәИҰЗЈЙмЈ¬¶шЗТөЪТ»ЎўөЪ¶юВЮАӯјдОӘјҜКшХЕБҰЗЈЙмЗшЈ¬өЪ¶юЎўИэВЮАӯОӘЦчЗЈЙмЗшЈ¬өЪИэЎўЛДВЮАӯјдОӘәуЗЈЙмЗшЎЈОӘБЛ·ў»УЦчЗЈЙмЗшөДЗЈЙмЧчУГЈ¬ёДЙЖҙЦЙҙМхёЙҫщФИ¶ИәНДЪФЪҪб№№Ј¬ОТГЗЛхРЎБЛЦчЗЈЙмЗшВЮАӯёфҫаЈ¬ІЙУГТФЦчЗЈЙмЗшОӘЦчөД№ӨТХФӯФтЎЈУЙұн1ҝЙЦӘЈ¬Ҫ«ВЮАӯёфҫаУЙФӯАҙөД8 mmЎБ23Ј®5 mmЎБ27 mmЛхРЎөҪ7 mmЎБ20 mmЎБ25 mmЈ¬әуЗшЗЈЙмұ¶КэУЙ1Ј®35ұ¶јхРЎөҪ1Ј®28ұ¶Ј¬CJ18Ј®5 texЖ·ЦЦҙЦЙҙМхёЙCVЈҘЦөУЙФӯАҙөД4Ј®8ЈҘҪөөҪ4Ј®1ЈҘЈ¬ҝЙјы·Ҫ°ё1ұИ·Ҫ°ё2ҙЦЙҙМхёЙҙуОӘёДЙЖЎЈ
5ҙЦЙҙіЙЙҙЦКБҝ
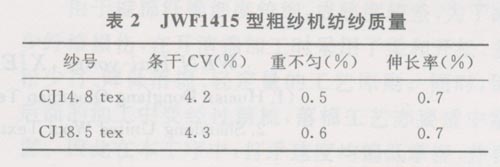
УГJWF1415РНҙЦЙҙ»ъ·ДЦЖCJ14Ј®8 texЎўCJ18Ј®5 texҙЦЙҙЈ¬іЙЙҙЦКБҝјыұн2ЎЈ
ОТГЗ°СJWF1415РНҙЦЙҙ»ъ°лДкТФАҙөД·ДЙҙЗйҝцН¬АП»ъA453BҙЦЙҙ»ъЧчБЛ¶ФұИЈ¬Ҫб№ыјыұн3ЎЈ

ҙУұн3ҝЙТФҝҙіцЈ¬JWF1415ҙЦЙҙ»ъ·ДЦЖөДҙЦЙҙМхёЙCVЦөЎўЦШІ»ФИЎўЙміӨВК¶јұИA453BҙЦЙҙ»ъУРБЛМбёЯЎЈМШұрКЗЦШІ»ФИј°ЙміӨВКБҪПоЦёұкУРБЛҙу·щ¶ИёДҪшЈ¬¶шЗТКөПЦБЛёЯЛЩҙуҫнЧ°өДЙъІъТӘЗуЈ¬іЙЙҙЦКБҝОИ¶ЁҝЙҝҝЎЈЦчТӘКЗУЙУЪІЙУГБЛХЕБҰОўөчІ№іҘЧ°ЦГЈ¬ҝЙТФ·ҪұгөШёщҫЭЙміӨВКөДҙуРЎАҙҪшРРХЕБҰОўөчЈ¬К№ЙміӨВКҝШЦЖФЪ№ӨТХТӘЗу·¶О§Ц®ДЪЈ¬¶шЗТІЙУГБЛРФДЬУЕБјөДјЩДнЖчЈ¬·АЦ№БЛҙЦЙҙөДТвНвЙміӨЈ¬ҪөөНБЛЗ°әуЕЕҙуРЎЙҙөДІоТмЎЈОӘБЛҪшТ»ІҪСйЦӨJWF1415РНҙЦЙҙ»ъөДЧоЦХіЙЙҙЦКБҝЈ¬ОТГЗҪ«JWF1415РНҙЦЙҙ»ъУлA453BРНҙЦЙҙ»ъөҪПёЙҙA1293M·ДЦЖөДCJ18Ј®5 texЙҙҪшРРЦКБҝІвКФұИҪПЈ¬јыұн4ЎЈ
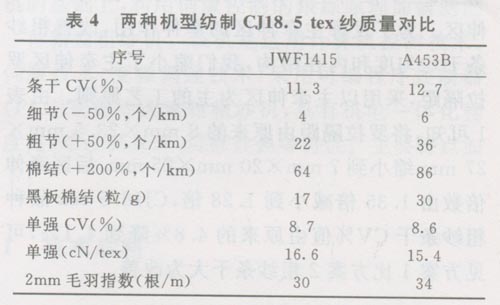
УЙұн4ҝЙЦӘЈ¬JWF1415РНҙЦЙҙ»ъЙъІъПЯҪПA453BРНҙЦЙҙ»ъЙъІъіцАҙөДЙҙХыМеЦКБҝЛ®ЖҪҪПёЯЈ¬¶шЗТІъБҝТІёЯУЪA453BРНҙЦЙҙ»ъЈ¬ЖдМхёЙCVЦөЎўЦШБҝІ»ФИВКЎўЙміӨВКГчПФөНУЪA453BРНҙЦЙҙ»ъЈ¬·ДЙҙРФДЬУЕФҪЎЈ
6 ҪбКшУп
JWF1415ҙЦЙҙ»ъ·ДЙҙККУГ·¶О§№гЈ¬ІъЖ·ЦКБҝРФДЬБјәГЈ¬№ӨТХІҝјюЕдЦГәПАнЈ¬ҙ«¶ҜПИҪшЎўОИ¶ЁЎўҝЙҝҝЈ¬ҙпөҪБЛ№ъДЪПИҪшЛ®ЖҪЎЈ¶ФУЪіөН·ДЪІҝ·Й»ЁҪП¶аөДОКМвЈ¬ОТГЗІЙИЎБЛЙўИИ·зЙИ·ҙЧ°өДҙлК©Ј¬І»ҪцҪвҫцБЛЗеҪаОКМвЈ¬¶шЗТЙўИИР§№ыПФЦшЈ¬ОТГЗФЪЛЕ·юҝШЦЖЖчЙПјУЧ°БЛТ»ёцЙўИИЧ°ЦГЈ¬ФцЗҝБЛЙўИИР§№ыЈ¬К№ЙиұёҙҰУЪОИ¶ЁөДФЛРРЧҙМ¬ЎЈ