通过观察发现断条一般都发生在最后两根条子上。针对这种情况,借鉴其他企业的做法,结合我厂的具体实践,我们分别采取了如下措施:
(1)增加导条罗拉尾段直径。直径由45.5mm增加到46.5 mm,这样减小了导条罗拉与给棉罗拉间的张力牵伸,使断条明显减少。但购置大直径导条罗拉费用支出较大,而且翻改品种时拆装罗拉比较麻烦,易造成罗拉弯曲。
(2)将传动导条罗拉的两组齿轮的齿数由原20齿、23齿重新设计为23齿、26齿。这样改变了导条罗拉速度,也减小了张力牵伸,达到无断条的目的。但因翻改品种、拆装齿轮工作量较大,因而此方法较适合品种比较稳定的机台使用。
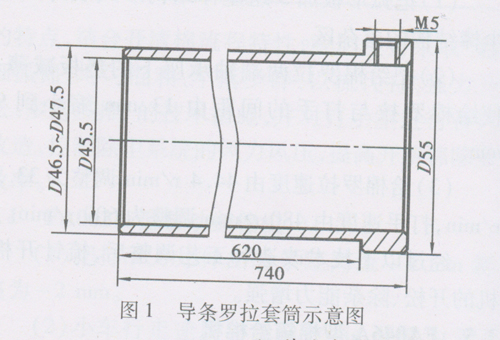
(3)将导条罗拉尾段各套装两只套筒。套筒尺寸见图1,这样相当于将原导条罗拉尾段直径由45.5 mm增加到46.5 mm~47.5 mm。从而减小了导条罗拉与给棉罗拉之间的牵伸倍数,拉伸过程中纤维的滑脱现象明显减少。这种方法非常适合在品种翻改频繁的机台上使用,当翻改品种时,只要将导条罗拉上的套筒前后移装即可。
三种方法在我厂均有使用,效果均较好。但综合比较,第三种方法更优。