
生产普梳中档纱时,采用的是三档盖板速度中的中档速度,而生产CJ 14.5 tex和CJ 9.7 tex纱时,采用的是最高档盖板速度。由于盖板速度提高后上斩刀的摆动频次加快,噪声和上斩刀传动故障急剧增加,不仅造成机物料消耗增加,而且影响到梳棉机的正常生产。为了解决这个问题,车间成立了攻关小组,经分析,认为主要原因是上斩刀传动装置很难适应盖板高速运行的需要,并找到了一个合理、经济的改造方案。具体改造方案如下:
(1)拆除偏心轮(3716)、上斩刀连杆(3722)、摇动臂(3728)等机件;
(2)在大毛刷轮(3830)上加工一个M8螺孔,距轮中心为15 mm;
(3)加工连杆一根,两端分别镶人轴承(6000)一只,两轴承中心距为235 mm;
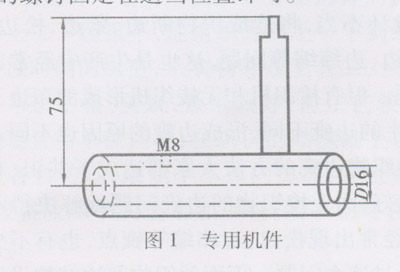
(4)再加工如图1所示的一个专用机件;
(5)用一个盖板螺钉把连杆一端固装在大毛刷皮带轮的螺孔上,连杆另一端装入加工的专用机件上;
(6)把加工的专用机件套装在摆动臂上,用M8的螺钉固定在适当位置即可。
经过以上改进,上斩刀摆动频次大大降低,动作稳定,噪声低,而且完全能够满足在盖板高速运行情况下盖板花剥取的需要。一年来的使用表明:该项改造费用低,而且生产中十分稳定、可靠。很好地满足了正常生产及产品质量的需要,为公司节约了维修费用。