
为适应毛纺面料走向国际化的发展,产品结构趋向轻薄化,强调面料的“轻、薄、垂、细”风格,进一步体现服装的华贵和高档,穿着的舒适、美观,毛纺厂家采用单纱织造面料以达到精纺面料的高支轻薄化。但羊毛单纱具有强力低、毛羽长的特性,需要将单纱进行上浆,上浆后的单纱才能进行织造,而我们采用一种新型特种复合纤维——三酸醋酯纤维,它无须上浆,直接和毛纱进行织造,织出的面料可以和普通单纱浆纱后织制的面料一样好,甚至手感、细腻程度比它们更胜一筹。
1 特殊丝介绍
三酸醋酯纤维属于再生纤维中纤维素纤维,它是采用天然聚合物为原料,经过化学方法与加工而再生制得的,与原聚合物在化学组成上基本相同的纤维。运用羊毛、和三酸醋酯纤维结合,经过特殊的特异组合,制成了一种单纱,单经单纬织造,我们开发出手感非常好、质地细腻、具有丝绸般光泽的薄型花呢。这种面料表面织纹清晰自然、外观华贵,织物手感柔软、滑爽,质地轻薄,穿着舒适。
2 产品设计
2.1 综合原料比例(表1)

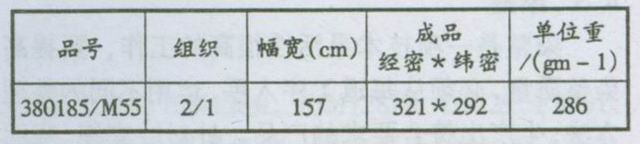
3.1 织造
经纱→整经→穿综→插筘→织造
纬纱→卷纬→织造
3.2 染整
生修→烧毛→揩油→单煮→皂洗→连煮→拉烘→热定型→中检→熟修→刷呢→给湿→蒸呢→成检
洗呢工艺:初洗45℃,20min,冲洗45℃,20min,皂洗45℃, 60min,冲洗48℃,20min,冲洗45℃, 30min。
煮呢工艺:单煮85℃,10min。PH5—5.5,连煮90℃,15min。
4 生产中的主要技术关键
4.1 整经
整经时纱线张力要均匀。注意每一绞的结阔与搭绞关系,保证织轴质量,一般的毛纺单纱必须经过上浆。经上浆后的单纱才能织造,否则在整经、织造过程中易发生粘连.开口不清,强力低,断头率高,影响上机效率和面料质量。此单纱是一种变异复合丝,这种单纱具有强力大,弹性好,毛羽少等特点,在整经时无须上浆,降低了浆纱的成本.减少了退浆的麻烦,而且在织造过程中易断头,坯布呢面质量好。
4.2 织造
4.2.1 思路
毛单纱在织机上受到后梁、停经片、综丝、钢筘的多次反复摩擦,因开口和打纬又受到反复多次冲击、拉伸和弯曲作用,纱线易发断头,因此我们采用等梭口大张力,大开口工艺,保证开口清晰,减少三跳疵布。
选用2/l织物组织,可表现出细腻风格,取得较好的生产效果。
4.2.2 织造上机工艺
织物组织2/l,上机经密288根/l0cm,纬密274.2根/10cm,上机幅宽165.3cm,下机经密305根/l0cm,下机纬密286根/l0cm。
4.3 染整
染整是一项技术灵活性很高的工作,要提高染整质量,必须从每道工序人手,运用不同的整理方法,生产出符合要求的产品。针对纱支细、呢面整理要求高的特点,后整理工艺采用丝光整理。在设计工艺时,适当加大纬经比,增加织物紧度,保证织物在丝光后不拔缝,同时紧度又不能过大,否则影响手感和织物风格。我们选择的织物紧度在102.17左右。
染整整理工艺:
生修→烧毛一Nll3洗呢(50℃,60分钟,雷米邦3kg,20g,1.5kg)→吸水→双煮(85℃煮呢六遍,两边加压)→轧水→烘干→定型→熟修→丝光整理→平洗→烘干→柔软整理→烘干→罐蒸→复洗(同初洗)→吸水→双煮(85%煮呢六遍,两边加压)→烘干剪毛→罐蒸→成品
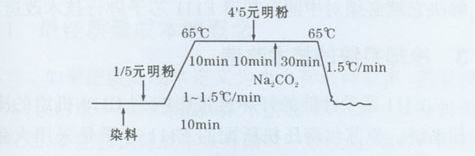
丝光整理工艺流程:
5 品质评定
该品种具有凉爽透气、轻盈舒适、高档优雅的特性和优良的悬垂性,飘逸感,深受广大消费者喜爱,在此基础上我们又增加了大量的花色品种以丰富广大客户的选择。醋酯纤维在羊毛面料上的应用,给我们的薄花呢系列提供了广阔的发展前景。