
HY492A粗纱机是江苏宏源纺机股份有限公司消化吸收国外粗纱机先进技术的基础上设计制造的新型高速粗纱机。该机取消了上下铁炮、卷绕成形机构,通过四个变频电机分部传动,分别为主电机、卷绕电机、升降电机、罗拉电机,机电一体化程度提高,工艺变更方便,适纺性能较好。
2设备规格与特征
2.1主要技术规格
锭距(mm) 220,194
锭数(个) 120,112
适纺品种 普梳、精梳棉的纯纺或混纺纱
适纺纤维长度(mm) 22-50
粗纱卷装尺寸(mm) ¢152x406,¢135x406
牵伸形式 四罗拉双短皮圈
牵伸倍数 5.4-11.80
清洁装置 积极间歇转动绒板,配巡回吹吸风装置
锭翼 上锭杆悬挂式锭翼、全封闭型
主传动 油浴齿轮箱
龙筋上下换向 电磁离合器
上罗拉直径(mm) ¢28.5x28.5×25×28.5
下罗拉直径(mm) ¢28.5×28.5×28.5×28.5
加压形式 气动摇架加压,弹簧加压摇架,板簧式摇架。
锭速(rpm) 最高速度:1600
最高工艺速度:1400
2.2 主要结构特点
2.2.1微电脑控制四电机同步运转;采用新开发的适应高速锭翼,由微电脑控制,自动改变锭翼速度;无锥轮方式适应高速、运转平稳;具有定长和定位自停功能。
2.2.2采用变频器调速装置,对主电机、升降电机、卷绕电机、罗拉电机进行软启动和调速控制线性同步启动,启动平稳。
2.2.3采用微电脑控制,机电一体化程度高,配置的触摸式数据显示屏能直接显示和调整有关工艺参数,操作简便、直观。
2.2.4本机设有故障显示,方便操作工及维修人员的操作维修。
2.2.5采用微电脑控制多电机同步驱动,实现粗纱规律卷绕和纱条张力控制,粗纱卷绕成型良好。
3生产情况
3.1 纺纱品种
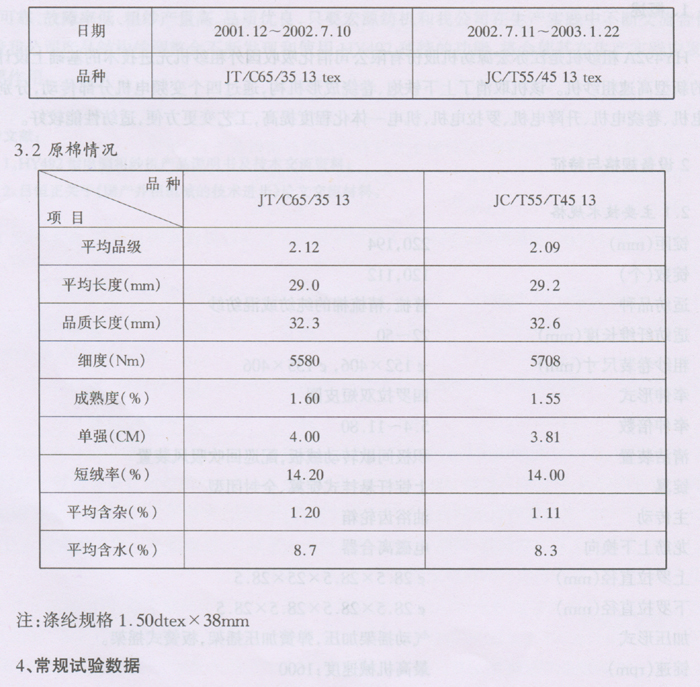
5.特试情况
5.1 HY492A与FA415A纺纱质量跟踪对比试验
5.1.1试验品种 JC/T55/4513.0tex
5.1.2试验车速 HY492: 1400rpm FA415: 1000rpm
5.1.3试验条件 喂入同台并条机生产的熟条,细纱同台同锭;每台均取20只试样。
5.1.4试验数据

5.1.5试验结果:HY492粗纱机在1400rpm速度纺纱与FA415粗纱机在1000rpm速度纺纱时对比,精、细纱主要质量无显著差异。
6.试验情况综合
6.1 HY492A粗纱机是国内较先进的粗纱机,由于取消了铁炮及成型装置,简化了传动机构,有利于提高锭速及纺纱质量。近二年纺纱生产试验中,HY492A粗纱机正常生产速度,纺棉达1000~1200rpm、纺涤棉达1400rpm,提高了生产效率。
6.2采用微电脑控制各电机传动以及各传动件的同步,彩色液晶显示,机电一体化程度较高。
6.3有关工艺运转参数可由数字显示屏显示,调整时,首先打开密码,根据设计好的参数直接输入,简单方便直观。
6.4四电机分部同步传动自动控制,采用了CPU高抗干扰专用电脑,取代了传统设计中的工控机,硬件设计简单,相对制造成本低。
6.5在整个生产运转过程中,运转平稳,多电机分步传动,同步自动控制准确,运转维修操作简便,故障少。
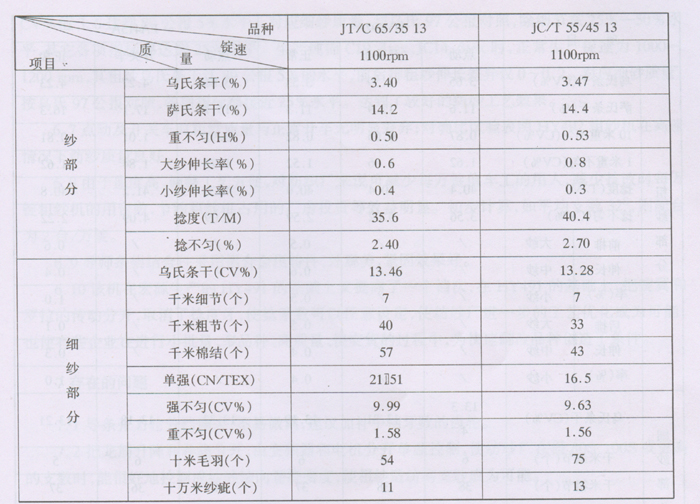
6.6纺纱质量较好,HY492在生产JT/C65/35 13tex时,锭速达到1400rpm其粗纱乌氏条干CV%值3.6达到89公报5%水平。对应细纱质量,与乌氏97公报对照,除细节在25%-50%水平,其它各项指标都达到25%水平。生产纯棉C19.4tex、JC14.6tex时,正常生产锭速为1000~1200 rpm,其粗纱乌氏条干达89公报5%的水平,前后排粗纱伸长差异仅0~0.2。对应细砂质量,按乌氏97公报对照,各项指标都接近25%水平。达到了较好的纺纱工艺效果。
6.7点动及开关车时粗纱质量与正常开车无明显差异;对确比试验表明HY492粗纱机在高速情况下纺纱质量良好。
6.8由于速度高,调整工艺方便,对纺织厂来说可减少每万锭值车工的用人,减少技改时每万锭粗纱机的用台数,节约粗纱机占用的厂房投资等效益明显。初步计算,如平均支数32s,则配台为2台/万锭。
6.9导师条架结合件采用铝合金压铸件,外观美,紧固效果好。
6.10该机在宏源生产的HY491的基础上又提高了一个档次,在HY491的基础上,把锭翼和罗拉的传动分开,取消了捻度牙,使捻系数可以任意设定,使纺纱厂进一步的工艺优化成为可能,也使有些企业在进行小批量、多品种、高质量、快交货的过程中,为快速翻改品种创造了条件。
7存在的问题
7.1导条张力轮分档偏大,不易微调,建议加补中档牙数的齿轮。
7.2把龙筋升降和卷绕分开,由变频器和电机分开单独控制,使纺纱厂在做80S、100S或更高的支数时,能很好地控制成纱的轴向卷绕密度,使粗纱适纺高支纱成为可能。
8结语
通过近二年的连续纺纱生产运转试验,HY492A粗纱机在锭速1000~1400rpm高速情况下,状态平稳;四电机多传动自控正确,设计独特;纺纯棉与绦棉纱质量,粗纱条干在乌氏89公报5%的水平,成纱质量在97公报5~25%的水平,取得了较好的纺纱工艺效果,达到了设计任务要求,能满足生产的需要。在棉纺企业的技改中,使用HY492A电脑粗纱机是较理想选择之一。
更多并粗会议论文请点击进入>>>