
1 前言
去年我公司接订单开发生产了CJ/T/L 62/20/18 11.7 tex×2品种。该品种由三种完全不同的纤维按一定的比例混纺而成,三种纤维的功能特点优势互补,亚麻弥补了回潮率低的缺点,弥补了棉、麻强力低、易起皱的缺点,而棉又弥补了亚麻手感粗硬的缺点。用该品种生产的针织面料具有挺括、滑爽、吸汗、防菌、穿着舒适等特点,其利润与同纱号的纯棉品种相比可提高一倍以上。
2原料情况
该品种三种原料的性能对于生产及产品质量起到了至关重要的作用。因为最终成纱为11.7tex,且亚麻纤维较粗短,为保证成纱截面的纤维根数符合要求,所以原料使用的原则是:尽量选配长度长、细度细、长度整齐度好的纤维。我们进行了多次试验,最终确定的原料如下:①棉:选用新疆产的137和237,平均等级1.5级,长度37 mm,品长41mm,细度1.59 dtex,成熟度1.7,含杂2.4%,短绒率10%。②:选用江苏仪征生产的1.32 dtex×38 mm细特,平均长度37.8 mm,单纤维断裂强度5.68 cN/dtex,伸长率22.8%,超长纤维0.07%,含油0.17%。③亚麻:选用法国进口的雨露麻,平均长度24.06 mm,最长纤维70 mm,9.5 mm及以下短纤率14.01%,20 mm及以下含量52.02%,40 mm及以上含量12.28%,细度3.72 dtex。
3 工艺特点
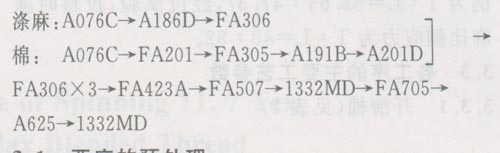
在生产中为保证麻纤维在梳棉机上顺利成网,并较精确地控制各成分的比例,我们采用与亚麻先进行纤混,然后再用涤麻条与棉精梳条在并条机上进行条混。其工艺流程如下:
3.1亚麻的预处理
因亚麻原料中存在一定数量的超长纤维、短绒、硬条和麻粒,为提高其可纺性,应对亚麻原料进行预开松,改善纤维整齐度,排除部分杂质。预开松的工艺流程为:FA002→A006B→A036C→A092A→A076C→A186D,麻卷定量约为460~480 g/m,梳棉机拆除龙头圈条部分,经梳理后的麻网由人工收集。在抓棉机圆盘内将与亚麻按一定比例进行人工小量混和。为提高纤维的回潮率,增加其抱合力与柔软性,减少后工序的飞花、破卷和破网,我们在涤麻纤维上喷洒乳化液,一般每350 kg原料需喷洒10 kg乳化液,然后盖布堆置24~36 h,使乳化液能均匀渗透到纤维内部。乳化液的配方为:煤油7%、茶油4%、肥皂1%、甘油0.2%、平平加1%、水86.8%。
3.2各成分比例的计算
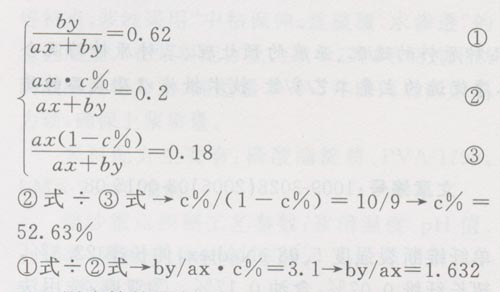
设涤麻预并条干定量为x,混并时搭用a根,设涤麻条中涤占c%,则麻占(1-c%)设棉精梳条干重为y,混并时搭用b根,则:
3.3各工序的主要工艺参数
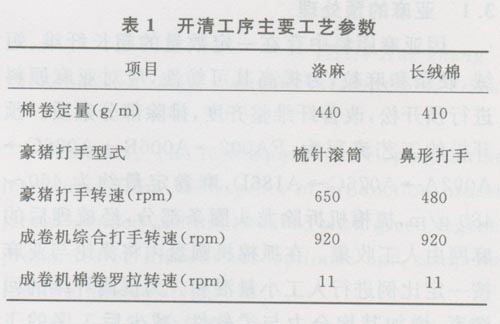
3.3.1开清棉(见表1)
3.3.2梳棉(见表2)
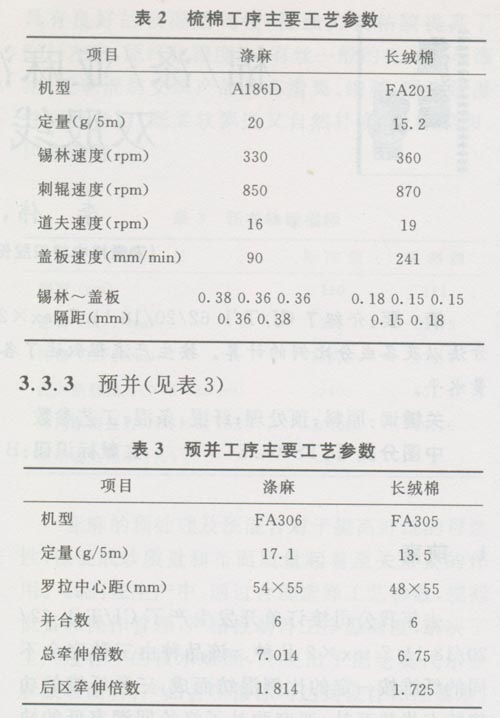
3.3.4长绒棉精梳
机型:A201D,定量:17g/5m,牵伸隔距:15mm,落棉率:14%,6根并合,车速:130钳次/min。
3.3.5混并
机型:FA306,罗拉中心距:54×55 mm,车速:183 m/min,混一并采用5根棉精梳条和3根涤麻条喂入,为使三种纤维能更均匀地混合,采用三道混并,熟条定量13 g/5 m。因棉精梳条比例较大,为避免熟条过熟过烂,混二、混三均采用6根并合。
3.3.6粗纱
机型:FA423A,定量:3.2 g/10m捻系数:96,罗拉中心距:41.5×52×53.5 mm,后区牵伸倍数:1.347,前罗拉转速:155 rpm。
3.3.7细纱
机型:FA507,罗拉中心距:43×60 mm,后区牵伸倍数:1.245,锭速:14 300 rpm,前罗拉转速:145 rpm,钢领型号:PG13854,钢丝圈型号:690312/0。因成纱中亚麻纤维含量较少,且经过预处理后,超长纤维较少,所以细纱只需将摇架压力校正到140×100×140 daN,而不必采用滑溜牵伸也能正常生产,不会产生冒粗纱或橡皮纱等疵点。
3.3.8捻线
机型:A625,锭速8 750 rpm,车速66 rpm,钢领型号:PGl 4554,钢丝圈型号:GS4#
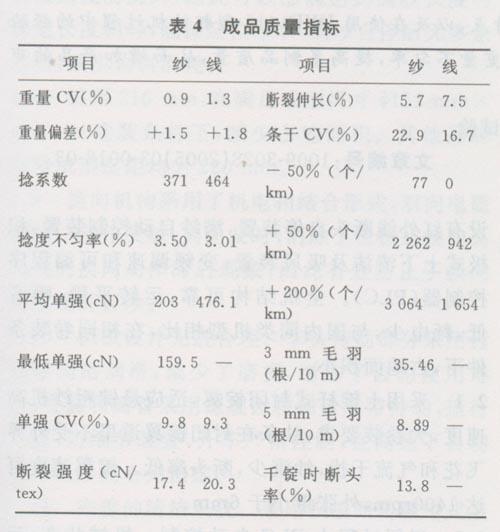
4成品质量(见表4)
5 结语
5.1为使该品种满足用户要求,原料必须长度长,细度细,长度整齐度要好;棉纤维要使用长绒棉,使用细特,从而增加纱线截面纤维根数,以改善条干和提高强力。
5.2为提高亚麻可纺性,改善成纱质量,亚麻纤维要进行预开松,并且要加油给乳。
5.3豪猪开棉机纺涤麻时采用梳针滚筒,增加梳理,纺棉时采用鼻形打手,减少纤维损伤。
5.4梳棉机纺涤麻时采用较大的锡林盖板隔距,减少纤维损伤,纺棉时锡林盖板采用紧隔距,强分梳,以减少成纱棉结。
5.5为保证正常生产和成品质量,涤麻纤维采用纤混,纤混时投料比例为T:L=48:52。涤麻与棉采用条混,混并采用5根棉条,3根涤麻条,此时棉条与涤麻条的定量最为接近,有利于并条机罗拉钳口{}勺握持。混并采用三道,混二、混三采用6并,既保证三种纤维混合均匀又避免熟条过烂。
5.6并条、粗纱、细纱均采用低车速,罗拉隔距适当放大。
5.7 因该品种含有三种不同纤维,在生产中为避免飞花造成相邻品种产生异性纤维,必须对该品种的生产流程用布进行隔离。