
ΖΡœΥΈ§≥ΛΕ»ΘΚ22ΓΣ38mmΒΡ¥ΩΟόΦΑΟό–ΆΜ·œΥΘ§ ΖΡ¥÷…¥ΧΊ ΐΘΜ235ΓΣ1176texΘ§«Ζ…λ±Ε ΐΘΚ4Θ°1ΓΣ12±ΕΘ§ΡμΕ»ΖΕΈßΘΚ1Θ°8ΓΣ8Θ°0ΡμΘ·cmΘ§Εß“μΉΣΥΌΘΚ600ΓΣ1200rΘ·minΘ§Εß“μ–Έ ΫΘΚ…œΕßΗΥ–ϋΙ“ Ϋ»ΪΖβ±’ΗΏΥΌΕß“μΘ§¥÷…¥≥…–Ά≥Ώ¥γΘΚ130*400mmΓΘ÷ς“Σ–‘ΡήΧΊΒψΘΚ
(1)‘Ύ¥÷…¥ΒΡ÷ ΝΩΩΊ÷Τ÷–≥ΐΝΥ÷ΎΥυ÷ή÷ΣΒΡ«Θ…λ≤ΩΖ÷ΒΡ«Θ…λ≤®ΚΆ≤®Ε‘≤ζΤΖ÷ ΝΩΒΡ”ΑœλΆβΘ§ΖΡ…¥’≈ΝΠ”Αœλ≤ζΤΖ÷ ΝΩΒΡ―œ÷Ί–‘“≤‘Ϋά¥‘ΫΕύΈΣ»ΥΟ«Υυ»œ ΕΓΘΖΡ…¥’≈ΝΠ «Ζώ Β±ΚΆΈ»Ε®Θ§Ε‘¥÷…¥ΧθΗ…CVΘΞΦΑ÷Ί≤Μ‘»”ΑœλΚή¥σΘ§Ϋχ“Μ≤Ϋ”ΑœλΒΫ≥……¥ΒΡ÷Ί≤Μ‘»ΦΑΧθΗ…CVΘΞΘ§ΕœΆΖ¬ Β»Θ§”Αœλ¥÷…¥ΖΡ…¥’≈ΝΠ“ρΥΊΚήΕύΘ§»γΖΡ…¥ΤΖ÷÷ΓΔ‘≠ΝœΓΔΕßΥΌΓΔΕ®ΝΩΓΔΡμΕ»ΓΔ―Ι’Τ―Ι…¥ΝΠΦΑΈ¬ ΣΕ»Β»ΓΘ
“‘Άυ¥÷…¥ΜζΕύ≤…”ΟΒς’ϊ¥÷…¥’≈ΝΠ≥ί¬÷ΦΑΧζ≈ΎΤΛ¥χΤπ ΦΈΜ÷Οά¥ΒςΫΎ’≈ΝΠ¥σ–ΓΘ§”…”ΎάœΜζ–ΆΧζ≈ΎΆβ–Έ«ζœΏΒΡ≤ΜΚœάμΦΑΧζ≈ΎΤΛ¥χΝοΜ§“ρΥΊΒΡ”ΑœλΒΦ÷¬ΖΡ…¥’≈ΝΠ≤ΜΈ»Ε®Θ§“Μ¬δ…¥¥÷…¥…λ≥Λ¬ ≤ν“λ¥σΓΘ‘ΎΖ≠ΗΡΤΖ÷÷ ±Θ§¥÷…¥ΖΡ…¥’≈ΝΠΒΡ ΦΖΡΒς’ϊ”κ»’≥ΘΒς’ϊΦΦ θΡ―Ε»¥σΘ§ΙΛΉςΝΩ“≤¥σΓΘ
FA482ΦΑHY492’βΝΫ÷÷–¬–Ά¥÷…¥Μζ”κ¥ΪΆ≥¥÷…¥ΜζΒΡΉν¥σ«χ±π «“‘œ÷¥ζ±δΤΒΒςΥΌΜζΙΙΘ§Ω…±ύ≥Χ–ρΩΊ÷ΤΤς(PLC)»Γ¥ζΝΥΧζ≈Ύ±δΥΌΜζΙΙΘ§’≈ΝΠΈΔΒςΉΑ÷ΟΦΑ≥…–ΈΜζΙΙΘ§¥σ¥σΦρΜ·ΝΥ¥÷…¥ΜζΒΡΫαΙΙΘ§¥ζ±μΝΥœ÷¥ζΒθΕߥ÷…¥ΜζΒΡΉνΗΏΥ°ΤΫΓΘ”…”Ύ≥θ Φ’≈ΝΠΒΡΒς’ϊΦΑ¥σΓΔ÷–ΓΔ–Γ…¥ΒΡ’≈ΝΠΒς’ϊΕΦΩ…‘ΎΟφΑε…œΫχ––≤ΌΉςΘ§Έό–κΜΜ’≈ΝΠ¬÷ΦΑΒς’ϊΧζ≈ΎΤΛ¥χΈΜ÷ΟΘ§ Ι‘ΎΖΡ≤ΜΆ§ΤΖ÷÷ΓΔ≤ΜΆ§ΫΉΕΈ ±¥÷…¥’≈ΝΠ Φ÷’±Θ≥÷ΉνΦ―÷ΒΘ§≤Μ¥φ‘Ύ¥ΪΆ≥¥÷…¥ΜζΧζ≈ΎΤΛ¥χΝοΜ§ΒΡ”ΑœλΘ§ΫΒΒΆΝΥ¥σ÷––Γ…¥ΦδΒΡ…λ≥Λ¬ ≤ν“λΘ§ΈΣΧαΗΏ¥÷…¥÷ ΝΩ¥¥‘λΝΥΚήΚΟΒΡΧθΦΰΓΘœ¬Οφ «FA482ΓΔHY492ΦΑA454¥÷…¥Μζ–Ά÷ ΝΩΕ‘±»ΘΚ
‘Ύ≈δΟό≥…Ζ÷œύΆ§Θ§«εΓΔ αΓΔ≤ΔΓΔœΗΜζ–ΆΚΆΙΛ“’ΧθΦΰœύΆ§œ¬Θ§»ΐ÷÷Μζ–ΆΖ÷±πΖΡ¥÷…¥Θ§‘ΌΖΡœΗ…¥Θ§Ϋχ––C14Θ°5ΒΡ¥÷…¥ΓΔœΗ…¥÷ ΝΩΒΡΕ‘±»ΘΚ(±μ“Μ)
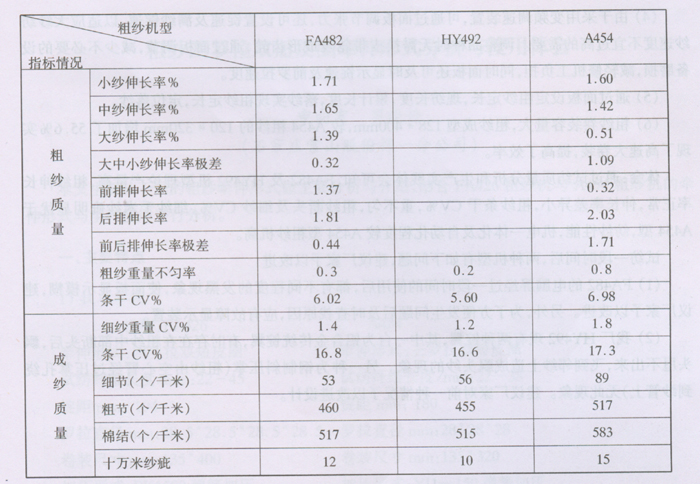
”……œ±μΩ…ΦϊΘ§FA482ΦΑHY492Μζ–Ά¥÷ΓΔœΗ…¥÷ ΝΩΥ°ΤΫΨυΚΟ”ΎA454Μζ–Ά(”…”ΎHY492Μζ–Άœό÷ΤΘ§ΈόΖ®Ής…λ≥Λ¬ ‘―ι)
(1)”…”ΎFA482ΦΑHY492Εß“μΓΔ«Θ…λΓΔΨμ»ΤΓΔ…ΐΫΒΒ»≤ΩΖ÷¥σΝΩ≤…”Ο≥ί–Ά¥χ¥ΪΕ·Θ§÷ς“Σ¥ΪΕ·≥ί¬÷”Ά‘ΓΘ§ ΙΒΟΗΏΥΌ‘ΥΉΣ ±ΤΫΈ»Ω…ΩΩΘ§‘κ“τΒΆΘ§÷ ΝΩΈ»Ε®Θ§ Βœ÷”≈÷ ΗΏ≤ζΓΘ

”…±μ(2)Ω…÷ΣFA482ΦΑHY492≤ζΝΩΫœA454ΧαΗΏ27ΘΞΓΘ
(2)≤…”Ο»ΪΖβ±’ ΫΕß“μ ΚœΗΏΥΌ¥σΨμΉΑΒΡ–η“ΣΩΥΖΰΝΥΩΣ≤έ ΫΕß“μΙ“Μ®Θ§¥χΜ®Θ§ΜΐΜ®Β»œ÷œσΘ§Ω…Ϋχ“Μ≤ΫΦθ…Ό…¥¥ΟΚΆΕœΆΖΘ§¬δ…¥≤ΜΑΈΕß“μΘ§≤ΌΉςΖΫ±ψΘ§Φθ«αΙΛ»ΥάΆΕ·«ΩΕ»ΓΘA454¬δ…¥–ηΙΛ»Υ2»Υ13Ζ÷÷”Θ§œ÷FA482ΦΑHY492¬δ…¥÷Μ–η1»Υ13Ζ÷÷”ΓΘ
Εχ«“”…±μ(1)Ω…÷Σ≥……¥ΒΡ °ΆρΟΉ…¥¥ΟΦΑΟόΫαΨυ”–ΥυΫΒΒΆΓΘ
(3)«Ζ…λ≤ΩΈΜ≈δ”–…œœ¬ΜΊΉΣ Ϋ»όΧΉ«εΫύΦΑ¥ΒΈϋΖγΉΑ÷ΟΓΘ…œœ¬»ό¥χΜ®Ά®Ιΐ¥ΒΖγΉΑ÷ΟΈϋΉΏΘ§ΜψΦ·÷ΝΜΐΟόœδΡΎΘ§Ζά÷Ι»ό¥χΜ®ΗΫ»Υ…¥Χθ≤ζ…ζ…¥¥ΟΘ§”÷ΡήΫΒΒΆΩ’ΤχΚ§≥ΨΝΩΘ§ΗΡ…Τ≥ΒΦδΜΖΨ≥ΓΘ
(4)”…”Ύ≤…”Ο±δΤΒΒςΥΌΉΑ÷ΟΘ§Ω…Ά®ΙΐΟφΑεΒςΫΎ’≈ΝΠΘ§ΜΙΩ……η÷ΟΕßΥΌΦΑ¬ζ…¥ΕßΥΌΘ§“‘ ”Π¥σ…¥ΖΡ…¥ΥΌΕ»≤Μ“ΥΙΐΗΏΒΡ–η“ΣΓΘΒς’ϊΤΖ÷÷ ±Έό–ηΜΜΤΛ¥χ¬÷ΦΑ≥…–Έ≥ί¬÷Θ§Ά®ΙΐΟφΑεΒςΫΎΘ§Φθ…Ό≤Μ±Ί“ΣΒΡ…η±ΗΡΞΥπΘ§Φθ«α–όΜζΙΛΗΚΒΘΘ§Ά§ ±ΟφΑεΜΙΩ…ΦΑ ±œ‘ ΨΕßΥΌΦΑ«Α¬όά≠ΥΌΕ»ΓΘ
(5)Ά®ΙΐΟφΑε…ηΕ®¥÷…¥Ε®≥ΛΘ§œ÷ΖΡ≥ΛΕ»Θ§άέΦΤ≥ΛΕ»Θ§¬δ…¥ Βœ÷¥÷…¥Ε®≥ΛΘ§Ε®ΈΜ¬δ…¥ΓΘ
(6)¥÷…¥ΨμΉΑ»ίΝΩ¥σΘ§¥÷…¥≥…–Ά128*400mmΘ§ΫœA454¥÷…¥ΒΡ120*320mm‘ωΦ”ΝΥ55Θ°6ΘΞ Βœ÷ΝΥΗΏΥΌ¥σΨμΉΑΘ§ΧαΗΏΝΥ–ß¬ ΓΘ
ΧεΜαΘΚΆ®Ιΐ ‘ΖΡ÷ ΝΩΖ÷ΈωΚΆ…ζ≤ζ ΒΦυΧεΜαΩ…÷ΣΘ§FA482ΦΑHY492Μζ–Άάμ¬έ≤ζΝΩΗΏΘ§¥÷…¥…λ≥Λ¬ ’ΐ≥ΘΘ§…λ≥Λ¬ ≤ν“λ–ΓΘ§¥÷…¥ΧθΗ…CVΘΞΘ§÷Ί≤Μ‘»Θ§¥÷…¥ΕœΆΖΦΑœΗ…¥CVΘΞΘ§œΗ…¥«ßΟΉ…¥¥ΟΟςœ‘”≈”ΎA454–ΆΘ§ΖΡ…¥–‘ΡήΘ§ΜζΒγ“ΜΧεΜ·ΦΑΉ‘Ε·Μ·≥ΧΕ»ΫœA454–Ά¥÷…¥ΜζΗΏΓΘ
‘ΖΡ“ΜΕΈ ±ΦδΚσΘ§ΝΫ÷÷Μζ–Ά”–»γœ¬Έ ΧβΘ§Ϋ®“ι≥ßΦ“”η“‘ΗΡΫχΘΚ
(1)FA482ΒΡΒγΡ‘ΤΝΨ≠Ιΐ“ΜΕΈ ±ΦδΒΡ Ι”ΟΚσΘ§ΕΦ”–≤ΜΆ§≥ΧΕ»ΒΡΖΔΚΎœ÷œσΘ§ ΙΟφΑεœ‘ ΨΡΘΚΐΘ§Ϋ®“ι≥ßΦ“”η“‘ΗΡΫχΓΘΝμΆβΘ§ΈΣΝΥΖΫ±ψΖΔ…ζΈ ΧβΚσΦΑ ±≤ι’“‘≠“ρΘ§”Π”–Ι ’œœ‘ ΨΉΑ÷ΟΓΘ
(2)Έ“≥ßHY492œ÷”–ΝΫ÷÷Εß“μΘ§Τδ÷–“ΜΧ®ΈΣ¬ΝΚœΫπ¥ΪΆ≥Εß“μΘ§”– ±¥φ‘Ύ‘Ύ¥÷…¥÷–≤ΩΕœΆΖΚσΘ§Τ°ΆΖΥΠ≤Μ≥ωά¥Θ§Ζ…ΒΫΝΎ…¥…œ‘λ≥…Τ°ΆΖ…¥ΒΡœ÷œσΓΘΝμ“Μ÷÷ΈΣΗ÷÷Τ–±―Ι’Τ(¥÷…¥”…Ω’–Ρ±έΨ≠Ιΐ―Ι’ΤΩΉ»ΤΒΫ…¥Ιή…œ)Έό¥Υœ÷œσΓΘΫ®“ι≥ßΦ“Ε‘«Α“Μ÷÷«ιΩω”η“‘ΗΡΫχ…ηΦΤΓΘ
ΗϋΕύ≤Δ¥÷Μα“ι¬έΈΡ«κΒψΜςΫχ»κΘΨΘΨΘΨ