
随着人类绿色环保意识的增强,对纺织品也带来新的机遇和挑战。绿色纺织品是21世纪纺织品的发展趋势。Tencel纤维属于“绿色环保纤维”,是人造纤维素纤维,由于Tencel纤维具有天然纤维的所有的舒适性能,而它的强度接近合成纤维。是织制绿色纺织品的最佳纺织原材料之一。我们江苏省建湖纺织厂利用被誉为21世纪的绿色环保纤维Tencel与天然绿色纤维苎麻纤维混纺,成功地开发出Tencel苎麻混纺转杯纱U/TN55/45 32.8 tex纱,现介绍如下。
1原料性能
1.1 Tencel纤维
Tencel纤维是再生纤维素纤维,其原料同粘胶纤维相同,源于自然界中的速生林,其纺丝过程不发生化学反应,故不会对环境造成污染,且其废弃后可自然降解。Tencel纤维具有高强、高吸湿、自身可原纤化,其强度接近,吸湿好于棉的特点,利用其加工的服饰具有手感柔软光滑,保形性、悬垂性好,色彩斑澜丰富等优良特性。
Tencel纤维成束状,不含杂质和短绒,仅有少量并丝,长度整齐度好,其主体长度为38 mm,强度为3.9 cN/dtex。
1.2苎麻纤维
苎麻纤维中间有沟状空腔,管壁多孔隙,含有麻甾醇、丁宁、嘧啶、嘌呤等抗菌抑菌物质,使苎麻织物具有吸湿透气、舒适爽滑、抗菌抑臭,防紫外线、挺括豪放等良好的特性。苎麻织物卫生保健功能强,对环境无污染,是2l世纪理想的麻类天然绿色环保精品。
我们选用的苎麻为白叶种苎麻精梳落麻,纤维较粗硬、无卷曲、抱合力小、长度整齐度差且存在部分超长纤维,主体长度为40 mm,细度为6.7dtex,湿强为5.2 cN/dtex。
2工艺流程
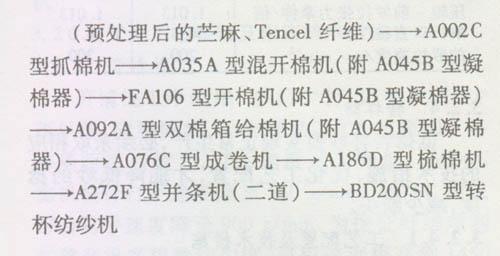
3主要工艺技术措施
3.1苎麻落麻纤维的预处理
苎麻精梳落麻,含有较多的麻粒、杂质,长度整齐度差,有15%~20%的超长纤维,开松、分梳时应配置较高的速度。但Tencel纤维长度整齐度好,不含杂质和短绒,不能过分打击纤维,因而应配置较低的速度。为兼顾两种混纺原料的性能,保证合理地开松、分梳,我们在圆盘混料前对苎麻落麻纤维进行预开松和柔软处理。把苎麻直接从梳棉机机后给棉板处人工喂入,机前拆去大压辊不成条,将麻网散装起来;为改善可纺性能,对预开松后的散装苎麻喷洒纤维总量2%的平平加、冰醋酸的水溶液,存放48 h进行渗透柔软处理。
3.2原料混和投料比例
苎麻Tencel混纺转杯纱32.8 tex成纱混纺比设计为U/TN=55/45,但经开清、梳、转杯纺等工序,苎麻落得较多,因此,苎麻/Tencel实际投料比例为60/40。
3.3开清棉工序
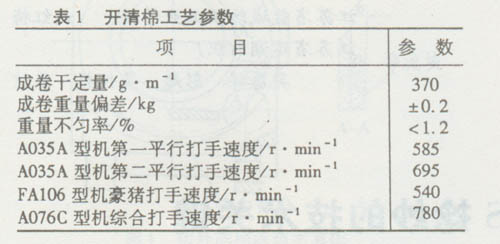
苎麻落麻纤维长度整齐度差,含有一定比例的超长纤维,麻粒、杂质较多,但已经过梳棉预处理;Tencel纤维长度整齐度好、无杂质和短绒,不宜过分开松、打击纤维。根据混纺原料的特点,开清棉工序采用“两箱两刀、多松少打、均匀混和”的工艺原则,要求A002C型抓棉机排包时,将苎麻纤维踩实、填平,高度与Tencel纤维一致,做到均匀抓取,并充分发挥棉箱的作用,保证混和充分、均匀;A035A型混开棉机只用两只平行打手,将豪猪打手用间道跳过,在配置FA106型、A076C型机两个打击点加强对苎麻纤维开松、除杂的同时,选择较低的打手速度,避免对Tencel纤维过分打击而损伤纤维。开清棉有关工艺参数见表1。
3.4梳棉工序
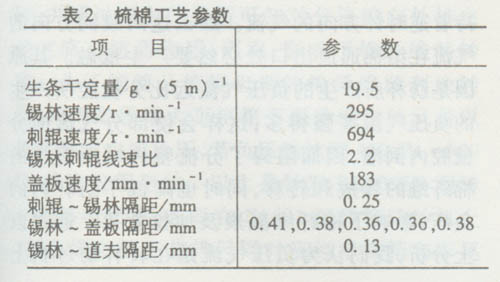
经过开清棉工序,棉卷中Tencel纤维仍有部分束状和块状纤维束,需要进一步分梳;而苎麻纤维中含有的麻粒、杂质也有待继续加以排除。使两种纤维得到有效分梳、除杂的同时,还要注意纤维的顺利转移。因此,采取的主要措施:一是在保证分梳效果的前提下,适当降低刺辊速度,保持较大的速比,使纤维能够顺利地从刺辊向锡林转移,减少刺辊返花和Tencel纤维棉结的产生;二是两种混纺纤维主体长度都在38 mm以上,且苎麻纤维中含有超长纤维,因此锡林盖板间隔距应偏大掌握,以减少纤维充塞针布和绕锡林现象;三是选用较快的盖板速度,提高盖板除杂效率,并可减少棉结;四是苎麻较粗硬,纤维间抱合力差,生条定量适当加重,以增加棉网、棉条中纤维的紧密度,减少棉网破洞、破边、断头现象,便于成网成条,且可改善生条的条干均匀度。梳棉工序有关工艺参数见表2。
3.5并条工序
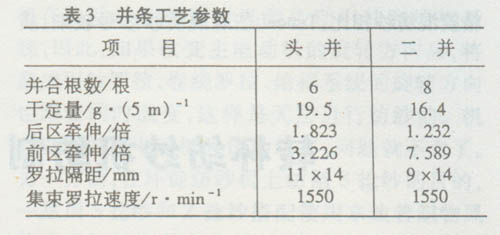
生条中纤维较乱、定向度差,前弯钩纤维较多,为提高纤维的伸直平行度,头并采用6根并合、6倍牵伸,配置较高的后区牵伸倍数,前区主牵伸倍数较小,可为提高条干均匀度、减少成纱粗细节打下基础。二并时纤维大多为后弯钩,采用8根并合,配置较低的后区牵伸,集中前区牵伸,可较好地伸直后弯钩纤维,同时前区隔距比头并稍收紧,较大的主牵伸、较紧的隔距可以将条子中残余的少量超长纤维牵切断。这样熟条中超长纤维的含量将低于0.5%。并条工序有关工艺参数见表3。
3.6转杯纺工序
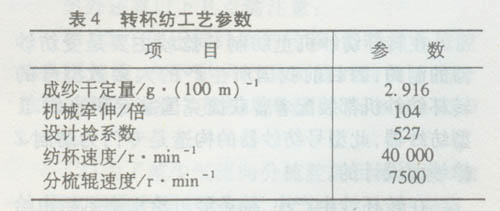
苎麻纤维较粗硬,刚性大,抱合力小,成纱号数较细,捻系数应偏大掌握,以保证成纱强力。选用直径为66 mm的大纺杯,适当提高纺杯速度,在捻度较高的情况下,仍能保证较快的引纱速度,以提高产量。混纺纤维主体长度都在38 mm以上,为避免或减少绕分梳辊现象,选用OK-37型分梳辊,同时由于纺杯速度提高,条子喂入速度加快,为保证分梳效果,分梳辊选用较高的速度。在运转操作管理方面,纺杯每班清扫一次,条子断头后不包卷,重新生头,减少成纱长粗节。转杯纺工序有关工艺参数见表4。
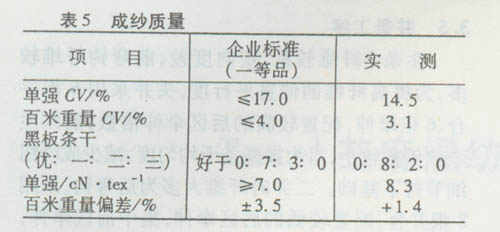
4成纱质量
我厂研制的U/TN 55/45 32.8 tex转杯纱经江苏省盐城市纺织产品质监所测试(测试结果见表5),其成纱质量达到企业标准一等品水平。
5结语
(1)Tencel纤维具有较高的强力,与苎麻混纺,改善了苎麻纤维的可纺性能,与苎麻棉、苎麻粘胶混纺纱相比,Tencel苎麻混纺纱纱号较细,质量较好,生产过程中车速较高,开台稳定。
(2)在Tencel麻混纺纱的生产中,苎麻落麻的预开松、柔软处理较为重要。
(3)Tencel麻混纺转杯纱可用于机织、针织,其面料具有吸湿透气、舒适爽滑、抗菌抑臭,卫生保健等功能,服装保形性、悬垂性好,可加工成牛仔布、色织布、套装、休闲服、内衣、衬衫、T恤、袜子、床上用品等。该绿色保健纱线及其产品的开发,迎合了人们“回归自然”、“绿色消费”的新潮流,具有非常广阔的前景。
成为纺织技术精英,注册纺织人才网
找纺织人才,来纺织人才网
