
2003年5月,我公司应外贸客户要求,组织生产了7.4tex×7.4tex 314×220 114.5cm(80×80 80×56 45in)纯涤细布,由于该品种为纯涤织物,纱支高,紧度小,经纬向紧度31.7%×22.1%,总紧度仅为46.7%,属高支稀薄织物,有较大生产难度。且我公司从未生产过7.4tex的纯涤品种,后在生产实践中摸索出了一些纯涤高支品种的生产经验,现将有关工艺技术情况介绍如下。
2原纱主要质量指标
单纱断裂强度24.8cN/rex,平均单强184.5cN,单强CV16.8%,百米质量CV1.9%,断裂伸长率10.5%,细节140个/km,粗节145个/km,棉结91个/km。
3织部准备
3.1络筒
(1)采用小张力,慢车速,金属槽筒,小筒定长工艺。
(2)主要工艺参数:机型:1332MD;速度:300m/min;张力圈重量:0 g(仅加一只光盘);电清工艺:S160%×2cm,L60%×35cm,Tr60%×35cm。
(3)抗捻能力强,容易产生小辫子,操作要注意防止小辫子卷入和保证筒子接头质量。
3.2整经
采用整批换筒、小张力、慢车速工艺。
主要工艺参数:机型1452B.180,车速180-200 m/min,张力圈重量1~3 g,整经长度15000 m。
3.3浆料配方
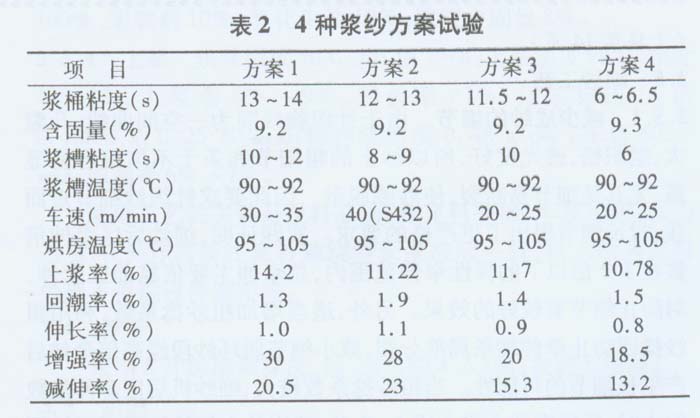
在浆料的选取上我们确定了以PVA+CD-50E为主,淀粉为辅,适当加一定比例的丙烯酸类浆料的配方原则,并作了对比试验方案(见表1)。
3.4浆纱工艺的选用
采用“求被覆、保伸长、匀张力、低回潮、小张力、中上浆、慢车速”的工艺措施。
机型为G142-D型浆纱机。上浆线速在25 m/min右,烘房温度控制在95-105℃左右,能达到浆纱的低回潮和防止热缩过大的要求;伸长以小为好,同时由于纤维有较大的热缩率,为稳定热缩率,提高浆纱质量和保证布面后加工质量,各部温度力求减小波动。
上浆率适中,并应均匀上浆,以防止片段性轻浆、起毛。回潮可控制在0.6%~1.5%左右,过高时浆膜过软,浆纱刚性差,分纱不爽,甚至浆纱粘并,织造困难。
为了增加浆纱平滑性,改善毛羽,降低断头,采用水溶性CD-52进行后上蜡,上蜡质量控制在0.3%左右。
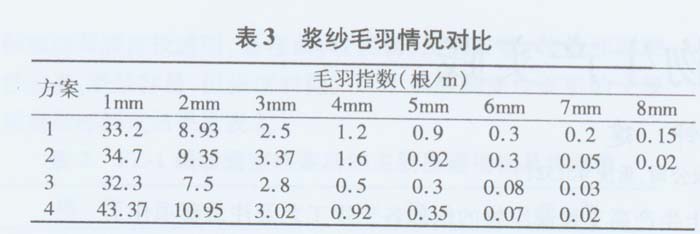
4种方案试验见表2。浆纱毛羽情况对比见表3。
3.5穿筘
钢筘75#/50.8mm;筘人数为2入;综丝2页4列。
宜手工穿经以减少绞头,综丝用八九成新,全新或过旧都不适宜,以免毛刺磨损经纱,减少毛羽,有利于降低断经和织疵。
4织造
由于经密小,开口容易清晰,尽可能提高设备的运转效率,减少停车档,保证织物下机质量。
4.1主要工艺参数
机型1511MZ,142cm(56in),车速185 r/min,开口时间230mm;投梭时间220 mm,后梁高度60 mm,停经架高度20 mm,纬牙为39/60(标/变)。
4.2设备
经纬向通道必需光洁,梭子光洁,内外无毛刺,以减少纬缩等织疵的发生。
卷取机构停车时不能回牙,以减少密路横档,而且宜用包金刚砂的大刺毛辊以保证布面不出现刮伤。
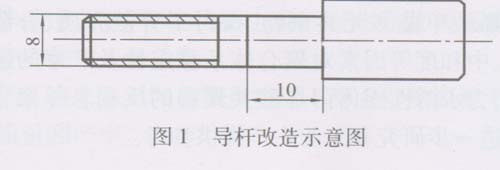
织造生产中不能使用常规边撑,否则布边易被刺出破洞,甚至把布边扯坏,经改造,达到了预期效果。
4.3操作
挡车巡回路线采取1:1,着重于织轴上的整理,勤整理经纱,以改善绞头。熟练开车技术,停台开车时不回牙,减少开车档。织造相对温度掌握在66%~70%。
4.4织造效果
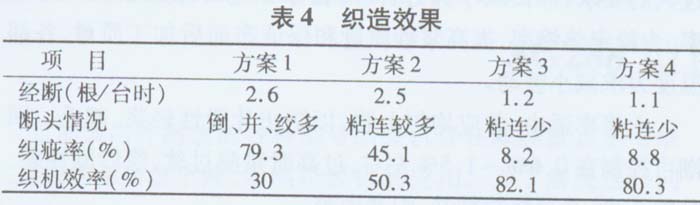
织造效果见表4。
5试验方案的比较
由上述表中可以看出,配方中淀粉、CD-50E及KS-22含量是影响浆纱质量的重要因素,特别是对被覆、增磨以及提高浆膜完整度和降低毛羽数有显著影响。
方案1:虽然PVA含量达到80%左右,且成膜性好,粘着力也不差,浆膜耐磨性好,能在纱线表面形成强而韧的浆膜,浆纱表面毛羽紧贴纱身,但由于其干分绞阻力大,在分绞处易出现经纱断头。造成并绞和倒断头多,浆纱后毛羽明显增加,好轴率低,织造断头高,不能正常生产。
方案2:PVA含量在60%左右,但增加了CD-50E和KS-22用量,CD-50E为0588PVA改进型,聚合度较低,约500左右,加之醇解度为88 mol%,能提高对纤维的亲合力和改善干分绞阻力。KS_22含有酯基,对纤维有良好亲合力,粘着性好,能提高浆膜质量,提高耐屈曲能力,同时具有一定的吸湿性,起一定的控制静电的作用,干分绞容易。但在织造时纱线表面的毛羽贴伏和上浆率略显不足,纱身较软,织造断头大,生产效率也不高。
方案3、4:PVA含量在70%左右,并进一步提高了KS-22和CD-50E的使用量,浆纱毛羽较少,断头减少,织造断头低,同时由于采用了CD-52作为柔软剂,利用其有一定的消泡作用,减少了浆料烧煮时的泡沫问题,有利于浆纱操作和上浆率的稳定,生产效率较为正常。
综合质量、生产效率和生产成本,我们采用了方案3作为批量生产工艺进行上机。
6结语
该品种经过生产与实践,生产效率由最初的30%提高到85%左右,织疵由80%左右下降到10%左右,下机质量得到明显提高,开台量一直稳定在150台左右,为企业增加了可观经济效益。