
对并条机提出的性能要求主要是提高出条速度和质量,为适应这种需求,在新型高速并条机上必须采用自调匀整装置,国家纺机“九五”、“十五”规划都把这一产品列为重点攻关项目。
目前国内外的并条机自调匀整装置按其控制形式可分为开环、闭环、混合环三种形式。因为闭环控制存在检测点到匀整点的一段匀整死区,理论上只能匀整较长片段的不匀;而开环控制针对性较强,只要棉条厚度测量准确、检测点到匀整点的延时把握得当,牵伸倍数合适,就可以取得良好的匀整效果,这一点已在实践中得到证实。代表目前并条机最高性能的瑞士立达和德国特吕茨勒公司的最新产品都采用这种控制方法。但其具体控制方法及其实现方案并无资料可查,这里我们结合目前计算机和控制理论的最新成果及伺服电动机的最新技术,提出一种带修正因子的模糊控制器,开发出一个智能型的自调匀整控制系统。
2自调匀整智能型开环控制系统
系统结构如图1所示,各部分作用分述如下。
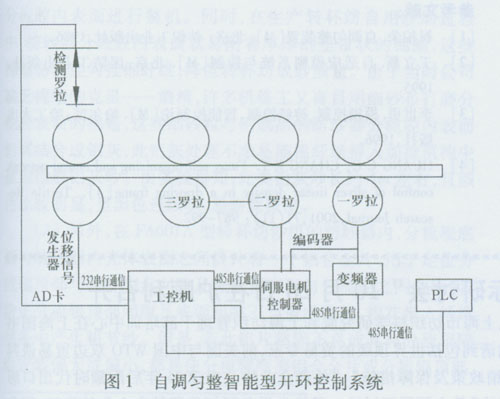
(1)控制一罗拉的主电动机是由一个由变频器驱动的变频电动机,这样由工控机通过串行通信的方式对其进行速度控制,可根据需要实现起动的无级变速。
(2)二罗拉与三罗拉通过齿形带相连,完成有着固定牵伸比的预牵伸,二罗拉由一个伺服电动机进行拖动,同时在一罗拉主轴上设置一个编码器,该编码器与拖动二罗拉的伺服电动机控制器相连,通过对该控制器的参数的设置,利用其电子齿轮的功能,使得无论一罗拉速度高低,二罗拉与一罗拉的牵伸比始终保持设定的一个比例关系。
(3)拖动二罗拉的伺服电动机由工控机通过一定的控制算法,经过与控制器的串行通信实现其调速。
(4)凹凸检测罗拉通过一个放大装置,将位移放大,还安装有一个位移传感器。同时在检测罗拉的旁边放置一个脉冲信号发生器,当检测罗拉转过一定的角度,即棉条经过一定的位移后,发出一个脉冲,实现其定长检测控制,克服以前定时检测在速度不稳定时,计算匀整延时困难的不足。位移传感器通过并行口和工控机采样板相连,脉冲信号发生器通过一个串口和工控机实现通信。
(5)在整个并条机的过程控制、故障诊断、红外线自停及简单的日常数据处理仍由PLC实现的基础上,实现与工控机的通信,由工控机统一协调整个自调匀整系统。
(6)输出棉条的喇叭口传感器为进行棉条不匀的波谱分析、质量不匀显示提供信息,其数据处理由工控机完成。
整个控制作用过程如下:当操作员按下启动按钮以后,由PI.C通过串行通信向工控机发出相应的启动信号,当工控机接到端口信号,做出判断后,驱动变频器,按照棉条牵伸起动的要求,实现主电动机的无级变速启动。由于二罗拉的伺服电动机与主电动机之间通过一个编码器与主电动机相连,且预先设置了电子齿轮的功能,能以一个初始化设置的跟踪比跟踪一罗拉,相当于实现了无自调匀整的并条机启动。与此同时,开启两个监控程序,监控由两对检测罗拉附近的脉冲信号发生器发出的脉冲信号。这里的脉冲信号,可以当作程序中的一个中断信号来处理。当该信号到达后,计算机执行中断程序,该程序主要包括输入、输出棉条的数据采样和伺服电动机调速三个方面。这里的棉条输入采样值按照脉冲信号的间隔,构成一个队列,该队列采用先进先出的原则,队列的长度由检测点到匀整点的长度决定,这样在每个脉冲信号到达之后,工控机取出队列中最前端的采样值,和名义值相比较以后,通过一定的控制算法,决定输出量,即二罗拉的转速。然后整个采样值的队列前移,把最新的采样置于队尾。再关闭中断,等待下一个脉冲信号。当点动钮、停止钮按下以后,通信方式同启动基本一样,只不过原来是开启两个监控程序,现改为执行停止监视程序的命令。
3软件的实现
本装置的控制软件由VC++编写,主要具有以下功能模块:检测罗拉传感器零位校正、实时控制、数据保存、实时数据分析、人机交互等,实时控制主要采用多线程编程的方法,实现与PLC的协调和两组伺服电动机的调速及数据采样。为提高响应速度,满足高速工求,其中除两个脉冲信号发生器采用232串行通信外,其余的通信均采用485串行通信。
4智能控制
针对并条机进行纱条牵伸这一过程,影响因素复杂,系统内部变量之间关联严重,依靠在理想状态条件下依据质量守恒定律得出的经典自调匀整公式难以达到性能要求。而建立实际的牵伸数学模型非常困难,因此我们采用了模糊控制的方法。模糊控制建立在人们的控制经验基础之上,基于人的自然语言的控制方式,无须对系统本身进行数学建模。同时纱条牵伸又有其特殊要求,比如在棉条不匀率满足要求的情况下,尽量保持牵伸比的稳定;而对棉条的阶跃扰动,牵伸要有适当的提前量等。这些就是多点检测、单点匀整方法的理论及经验依据,而模糊控制器具有多输入及多值继电特性,恰好与棉条牵伸特殊要求有着类似的特点。因此在并条机上采用模糊控制实现自调匀整,其性能要优于传统的自凋匀整的控制方法。
模糊控制系统的原理如图2所示。
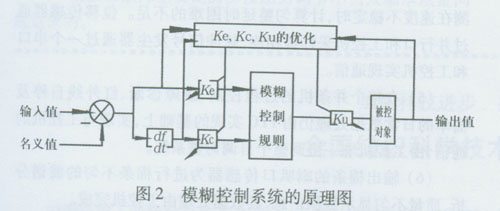
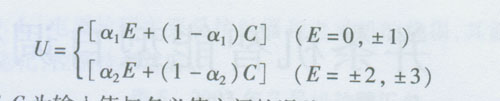
这里用于模糊推理的控制规则,采用了双自调因子的控制规则,其规则解析式可概括为:E、c为输入值与名义值之间的误差和误差的变化量,其语言变量论域可取为{E}={c}={一3,一2,一1,0,1,2,3},α1、α2为两个设定的值,可分别取为0.4、0.6。该关系式基本上符合人们自调匀整的控制经验,但其规则仍需按照生产过程的实际进行适当的完善,这里采用了优化量化因子的方法进行规则的修正。
量化因子的优化可通过神经网络和遗传算法相结合的办法。在一定范围内,随机选取不同的3个量化因子Ke、Kc、Ku.在并条机上做试验观察并记录纱条相对应的输出每米质量不匀率V,然后将这一组数据作为一个样本,重复这一过程。取得多组样本后,构建一个3层的前馈神经网络,输入层由把3个量化因子构成的3个节点组成,隐层取为6个节点,输出层为只有一个不匀率V一个节点,通过BP网络误差反向传播学习算法,实现了V与Ke、Kc、Ku关系的一个逼近。因此该网络也可以说是建立了一个V与Ke、Kc、Ku的一个黑箱函数关系F,即V=F(Ke、Kc、Ku)。然后利用遗传算法(SGA)对Ke、Kc、Ku进行优化。取出条的每米质量不匀率的最小值作为SGA算法的目标函数,进行优化,其中间运算的J值可通过以上建造的神经网络得到。
这样通过神经网络和遗传算法相结合的方法,对模糊控制系统的三个量化因子进行优化,由于该参数的调整基于输出结果,因此在某些程度上它也具有一定的闭环特性。
5结论
本系统通过总结国外并条机成功开发开环控制的基础上,设计并开发出一套智能型的自调匀整装置,充分利用伺服电动机电子齿轮功能的优势及工控机运算速度快的优点,直接调节一、二罗拉的牵伸比,响应速度快。控制算法上采用模糊控制方法,解决了并条机建模困难、采用普通控制方式难以达到性能要求的不足,且易于实现计算机的实时控制。
成为纺织技术精英,注册纺织人才网
找纺织人才,来纺织人才网
