
近年来,我国畜牧业的发展为牛奶蛋白纤维的生产提供了取之不尽、用之不竭的原料来源。将这些低值农副产品转变为高附加值纺织原料,对于发展农业生产,开发农副产品资源,促进纺织原材料的更新,都具有重要的意义,也非常符合中国国情。以农副产品牛奶为原料,利用高新技术研制,生产牛奶蛋白纤维,符合国家产业政策,是新纺织原料开发上的一项突破。
1牛奶蛋白纤维的特性
1.1牛奶蛋白纤维的特点
牛奶蛋白纤维既具有天然蚕丝的优良特性,又具有合成纤维的物化性能,它的出现满足了人们对穿着舒适性、美观性的追求,符合保健、健康的潮流。采用此种纤维生产的织物有以下特点:
(1)外观华丽。牛奶蛋白纤维面料具有真丝般的光泽。用高支纱织成的织物,纹路细腻、清晰,悬垂性极佳,是制作高档时装的理想面料。
(2)穿着舒适。牛奶蛋白纤维面料不但有优异的外视效果,更有穿着舒适性的特性。该面料手感柔软、滑爽、质地轻薄,具有真丝与山羊绒混纺的品质;其吸湿性与棉相当,而导湿透气性远优于棉。
(3)染色性能良好。牛奶蛋白纤维本色为淡黄色,似柞蚕色。它可用酸性染料、活性染料染色。尤其是采用活性染料染色,产品颜色艳丽,光泽鲜亮,同时其日晒、汗渍牢度良好,与真丝产品相比解决了染色鲜艳与染色牢度之间的矛盾。
(4)物理性能良好。牛奶蛋白纤维的单纤断裂强度在3.0cN/dtex以上,比羊毛、棉、蚕丝的强度都高,仅次于等高强度纤维,而纤度可达到0.9dtex,目前,用1.27dtex棉型纤维在棉纺设备上已纺出6dtex的高品质纱,可开发生产高支高密高档面料。
(5)具有优异的保健功能。牛奶蛋白纤维与人体皮肤亲和性好,含有多种人体所必需的氨基酸,有良好持久的保健作用。避免了棉制品用后整理的方法开发功能性和效果难以持久的缺点。
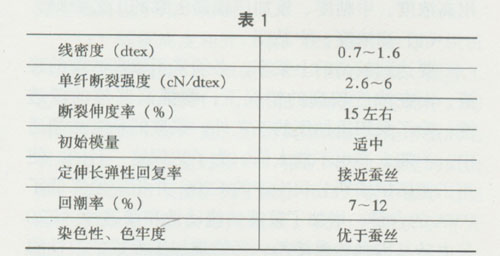
1.2牛奶蛋白纤维主要技术指标如表1。
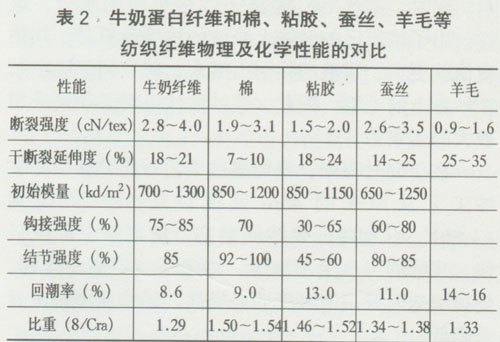
1.3牛奶蛋白纤维和其它纺织纤维性能比较
牛奶蛋白纤维具有良好的物理、化学性能,单纤断裂强度高于羊毛、棉、蚕丝等天然纤维,具有良好的可纺性能,而纤度可达到0.9dtex,适宜开发高支高密高档面料。牛奶蛋白纤维初始模量最高可达1 200kd/mm2,高于其他的天然纤维,用牛奶蛋白纤维生产的纺织品尺寸稳定性能良好,同时还具备易洗、快干等特点。牛奶蛋白纤维是一种集天然纤维和化学纤维优点于一身的优良的纺织原料。
2牛奶蛋白纤维织物的开发
2.1原料的选用
2.1.1牛奶蛋白纤维
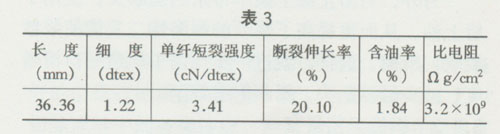
开发产品方案确定为生产高支高密高档服装面料,故牛奶蛋白纤维选择为1.22dt(原计划使用1.Odt,当时还没有生产)。牛奶蛋白纤维实测指标见.表3。
2.1.2纤维
牛奶蛋白纤维同任何一种纤维一样,不是十全十美,也存在着刚性较差,不够挺括的缺点。因此,拟与混纺,以增强产品的服用性能。
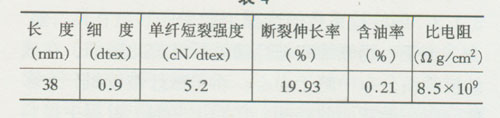
选择细旦作为混纺纤维。由于细旦纤维细度细、刚度低、纱线单位截面中纤维根数增加,纤维比表面积增大,改善了成纱条干均匀度、柔软性、吸色性和透气性。所以细旦混纺的织物经印染加工后,不仅外观平整、滑爽、透气性好,而且色泽鲜明,适合于制作高档服装面料。细纤维实测技术指标见表4:
2.2产品规格的设计
原料:牛奶蛋白纤维、细旦、羊绒
纱支:13.1tex混纺纱、11.8dtex(40dt)弹力
纱
织物组织:平纹、缎纹
密度:经密133~168根/英寸
纬密:70~90根/英寸
3生产工艺研究
3.1纺纱工艺的研究
3.1.1清花工艺
由于牛奶蛋白纤维中存有一定的丝束硬块,需要对原料进行开松预处理。为了减少纤维损伤,清花采用轻定量、薄喂入、轻打多梳、充分开松的工艺原则。圆盘抓棉机打手每次下降3mm,小车刀片伸出肋条3mm.适当降低各部打手转速,采用梳针打手,减少纤维损伤和棉结。
3.1.2梳棉工艺
梳棉工序能否有效地降低棉结粒数,保持纤维在棉网中伸直,具有良好的定向性,是牛奶蛋白纤维与细旦等纤维混纺纺纱成败的关键问题。具体措施有:
(1)梳棉机选用适宜的新型针布,并做到锡林、道夫、盖板三配套。牛奶蛋白纤维与细旦混纺,反应在梳棉工序最突出的问题是纤维转移困难、易缠绕锡林、造成棉结成倍增加、纤维在棉网中定向性较差,严重影响成纱质量。合理地选用针布型号是解决这一问题的关键措施之一。根据牛奶蛋白纤维与细旦涤混纺特性及对针布性能的分析,锡林针布规格选用新型2520×1560,道夫针布规格选用4527×2028.该套针布的特点是锡林针布针齿密、基矮,有利于纤维充分梳理转移。道夫针布针齿深,有利于抓取纤维提高道夫转移率。
(2)工艺配置上适当收紧各部梳理隔距,以利于纤维的分离、伸直、平行,减少纤维相互搓捻扭结,使纤维在棉网中有较好的定向性。
(3)为了减少纤维损伤,给棉板工作面长度加长到34mtn,刺辊转速降至679r/min,锡林转速330r/min.通过测试我们认为每根纤维受刺辊作用齿数掌握在0.85左右,将锡林、刺辊转速比调整为2.0:1。
3.1.3细纱捻系数的选择
由于牛奶纤维和细旦纤维都比较细,在成纱横截面分布中趋于中心;而羊绒纤维较粗,大多数分布在横截面的外部,在后工序加工过程中很容易脱落。为了减少羊绒滑脱,我们在细纱捻系数选择时作了对比试验。捻系数偏大,能使纱条中纤维抱合紧密羊绒不易滑脱,捻系数过大纱条不够柔软。在兼顾各种因素的基础上,确定细纱捻系数范围在340~350之间。纺制弹力纱时,为了改善包覆效果捻系数还应再大一些。
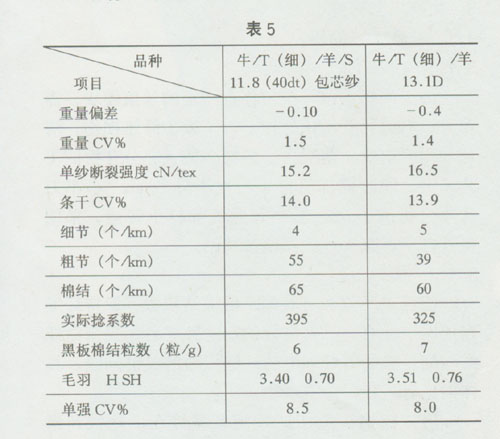
3.2成纱的质量(见表5)
3.3织造工艺研究
3.3.1浆纱工艺
浆纱是织部生产的重要环节。由于牛奶蛋白纤维表面光滑,纱线中的毛羽容易滑移,如果不充分将其毛羽伏贴,极易在钢筘处及综片处纠缠,造成纬向阻断,经纱断头也将相应增加。浆纱过于硬挺,织造时易造成脆断头,增加断经疵点。所以牛奶蛋白纤维浆纱的目的,关键在于伏贴毛羽,提高柔韧耐磨性。针对牛奶蛋白纤维的特性,浆液宜采用高浓度、中粘度、重加压偏高上浆的工艺原则。
(1)高浓度、中粘度
要达到较高的上浆率,必须采用较高浓度的浆液,而在浓度较高的情况下,要提高浆液的浸透性,除了采用重加压的工艺外,浆液的粘度必须适中,不能太高也不能太低。为了达到这一目的,使用了德国伊埃斯公司生产的E20,并相应地降低了PV.A的含量,增加了浆液的流动性和渗透性。E20是由转基因马铃薯淀粉,经特殊加工而成的改性酶化淀粉,具有较高的粘附性,所浆的纱线弹性好,柔韧性好。由于增加了低粘度的E20,既提高了浆槽含固量,而浆槽粘度也较适中。
(2)重加压、贴毛羽。贴伏毛羽必须具备三个条件:一是浆液对纱本身的纤维及伸出纱身的纤维要有适当的粘附力;二是要有外力克服毛羽的刚性,而使其贴向纱身;三是纱身上的浆液有足够大的粘附性,粘附其已贴在纱身上的毛羽。因此,浆纱时必须通过重加压工艺配置,使其毛羽贴向纱身。同时,重压后,能挤去纱中更多的水分,这样,出了挤压区的经纱上浆液的浓度就更高,其粘度值就更大,浆液的粘附力越大,越有利于吸牢贴在纱身上的毛羽。因此,浆纱贴伏毛羽必须要采用较大的压浆力。
在研制过程中,我们通过工艺对比试验,将浆纱工艺从原来的45m速度设定9kN提高到13.8kN,从而降低浆纱回潮率,使浆纱干分绞轻快,浆纱的二次毛羽减少,增强适当提高,这样,使得织造时开口清晰度明显提高,经纬向停台率显著降低。
(3)偏高上浆后上油。浆纱的关键是在充分贴伏毛羽的情况下,同时不致使纱线脆断。要达到较好的贴服毛羽的效果,浆纱必须要有很好的被覆,这就要求有较高的上浆率来保证。同时,为了减少织造中经向断头,也需要掌握偏高的上浆率来提高纱线的强力。在工艺对比试验中,我们确定上浆率以12%掌握为宜。
另外,为防止高上浆率带来的脆断头,使用了后上油,从而更提高了浆纱的耐磨性,又能使浆纱柔软、滑爽,这样,就进一步提高了织造开口清晰度,减少经纱断头,提高织造效率。
3.3.2织机工艺研究
织机上机工艺不仅决定织造效率,而且对织物质量与产品风格都有着很大的影响。针对牛奶纤维
混纺纱的特性及拟定的产品风格,对织造工艺的研
究主要有以下几个方面:
(1)综框高度和开口量:我们使用的日产织机采用的是消极开口,根据日产织机的特点,推荐工艺采取的是30。等开口。但在实际开口过程中,纬向阻断停台十分严重,分析其原因主要是羊绒的毛羽多而长,在织造过程中,相互纠缠、粘连的机会多,造成开口不清。为了减少开口过程中经纱毛羽的接触机会,减少纬向阻断,我们采用了不等开口,从而使纬向阻断停台有了明显好转。
(2)后梁高度和停经架高度:后梁和停经架高度决定开口过程中上下层经纱张力差异的大小,而且也是关系织物组织结构、外观质量的主要工艺参数。在采用后梁和停经架位置为0时,上层经纱显得较松,开口过程中,上下层经纱张力差异较大,影响了梭口的清晰度,造成纬向阻断停台较多,同时,后梭口经纱相互粘连,造成断经疵点也较多。适当放低后梁和停经架的高度,减小了上下层经纱的张力差异,取得了良好的效果。
(3)人纬时间:喷气织机的车速很高,在引纬时主喷、副喷压力稍大,储纬器与主喷嘴之间的纬纱容易断头,造成断纬停台多。通过研究,我们将人纬时间适当提前,从90°改为85°,同时将主喷压力控制在2.7kg,副喷压力控制在3.7kg。
喷气织机为柔性引纬,在纬纱末端相对不易将纬纱引直,在出口侧容易造成纬缩疵点,因此必须增加一只辅助喷嘴以帮助将出口侧的纬纱引直,减少纬缩疵点。
4结语
(1)牛奶蛋白纤维既有天然蚕丝的优良特性,又有合成纤维的物化性能和良好的可纺性能,是一种全新的纺织新材料。
(2)牛奶蛋白纤维织物具有外观华丽、色泽鲜艳、穿着舒适等特点,更重要的是牛奶蛋白纤维与人体皮肤亲和性好,且含有多种人体所必须的氨基酸,具有良好的保健作用。
(3)清花应采用轻定量、薄喂人、轻打多梳、充分开松的工艺原则。
(4)梳棉选用适宜的针布型号,合理配置工艺参数是减少棉结的有效方法。
(5)浆纱宜采用“高浓度、中粘度、重加压贴毛羽、偏高上浆后上油”的工艺路线。
(6)浆料配方应以PVA为主,改性酯化淀粉、变性淀粉和丙烯类浆料为辅,但PVA用量不宜过高,否则分绞困难,二次毛羽增加,反而织造效率降低。
(7)织机的上机工艺应针对牛奶蛋白纤维纱的特性,打破常规工艺思路,优化织造工艺,使织机效率得到较大的提高。