
ЧӘұӯ·ДЙҙ»ъөД·ўХ№ЗчКЖКЗёЯЛЩЎўёЯІъәНЧФ¶Ҝ»ҜЎЈФЪ№ъјКЙПЈ¬ЧӘұӯ·ДјјКхөД·ўХ№ТСҪшИлөЪИэҙъЈ¬ТФҙНАҙёЈ№«ЛҫAutocor0360РНәНБўҙ﹫ЛҫR40РНОӘҙъұнөДійЖшКҪЧӘұӯ·ДЙҙ»ъИ«ІҝКөПЦБЛЧФ¶Ҝ»ҜЈ¬·ДұӯЛЩ¶ИёЯҙп15НтrЈҜminЎЈОТ№ъЙъІъөДЧӘұӯ·ДЙҙ»ъЧЬМеЙПЛ®ЖҪ»№І»ёЯЈ¬»№УРәЬ¶аКЗЧФЕЕ·зКҪЈ¬ҙу¶јТФИЛ№ӨҪУН·ОӘЦчЈ¬ЙЩКэЕдұё°лЧФ¶ҜҪУН·ЎЈКөјщұнГчЈ¬өұ·ДұӯЛЩ¶Иі¬№э6НтrЈҜminКұЈ¬ИЛ№ӨҪУН·ҫН·ЗіЈА§ДСЎЈҪУН·ЦКБҝТІ·ЗіЈІоЈ¬ТтҙЛЈ¬¶ФЧӘұӯ·Д°лЧФ¶ҜҪУН·өДСРҫҝҫНәЬУРұШТӘЎЈ20КАјН80ДкҙъҫНУРИЛ¶ФЧӘұӯ·ДЙҙөДҪУН·»ъАнҪшРРБЛСРҫҝЎЈЧЬөДАҙЛөЈ¬ДҝЗ°№ъНвЧӘұӯ·ДЙҙ»ъөД°лЧФ¶ҜҪУН·ЦКБҝТСҫӯәЬёЯЈ¬¶ш№ъДЪЧ°ЦГөДҪУН·ЦКБҝ»№І»АнПлЎЈОӘҙЛЈ¬ОТГЗ¶ФІ»Н¬ҪУН·ДЈРН¶ФҪУН·ЦКБҝөДУ°ПмҪшРРБЛМҪОцЎЈ
1ҙ«НіҪУН·ДЈРН
ҙ«НіҪУН·ДЈРНКөјКЙПКЗТФИЛ№ӨҪУН·ІЩЧч№эіМОӘФӯРОЈ¬·ЦОӘТФПВЛДёцІҪЦиЈә(1)¶ПН··ўЙъәуЈ¬ЗеЙЁ·Дұӯ(ИЛ№ӨЗеЙЁ)Ј»(2)ФӨО№ИЛТ»¶ЁБҝөДГЮМхЈ¬ФЪ·ДұӯДЪРОіЙТ»ёцПЛО¬»·Ј»(3)ҫӯ№эКұјдt1әуіБИЛЦЦЧУЙҙЈ¬ҙт¶ППЛО¬»·Ј»(4)ФЩҫӯ№эКұјдt2әуТэЙҙЈ»НкіЙҪУН·Ј¬Б¬Рш·ДЙҙЎЈ
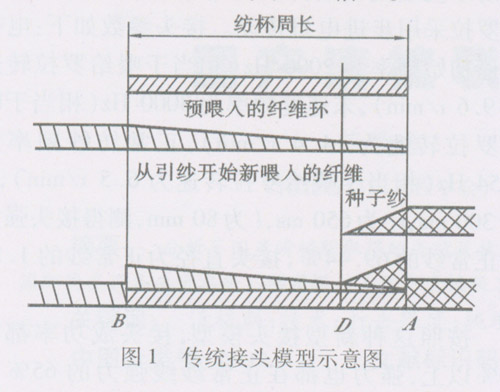
Нј1ОӘҙ«НіҪУН·ДЈРНКҫТвНјЈ¬°ҙХХХвСщөДҪУН·№ӨТХЈ¬ҪУН·¶ОКөјКЙП·ЦОӘИэ¶ОЈә(1)ЦЦЧУЙҙЈ»(2)ФӨО№ИЛөДПЛО¬»·Ј»(3)ТэЙҙҝӘКјәуРВО№ИЛөДПЛО¬ЎЈЖдҪУН·іӨ¶ИТӘҙуУЪТ»ёц·ДұӯөДЦЬіӨЈ¬¶шЗТТ»ҙОҪУН·»бРОіЙГчПФөДБҪёцҙЦҪЪЈ¬Т»ёцҙЦҪЪФЪЦЦЧУЙҙН·AҙҰЈ¬БнТ»ёціцПЦФЪBөгҙҰЈ¬AөгәНBөгөДҫаАлОӘТ»ёц·ДұӯЦЬіӨЎЈ¶ФУЪХвёцДЈРНЈ¬УРИЛСРҫҝ№эЖдҪУН·№ӨТХЈ¬ҫНКЗЦЦЧУЙҙЙмИЛұӯЦРөДҪУҙҘіӨ¶ИLОӘ·ДұӯЦЬіӨөД1ЈҜ3Ј¬ФӨО№ИлБҝКЗХэіЈЙҙПЯПЛО¬БҝөД2ЈҜ3КұЈ¬ЖдЗҝБҰәННвРО¶јҙҰУЪҪПјСөДЗйРОЎЈІ»№эјҙК№ИзҙЛЈ¬ҙЦҪЪ»№КЗХэіЈЙҙПЯөД1Ј®6ұ¶ЎЈ
ДҝЗ°Ј¬№ъДЪЧӘұӯ·ДЙҙ»ъөД°лЧФ¶ҜҪУН·»щұҫЙПТФХвАаДЈРНОӘЦчЈ¬ёщҫЭКөјщЗйҝцЈ¬ЖдҪУН·ЦКБҝҙуМеОӘЈәЗҝБҰОӘХэіЈЙҙөД60ЈҘЎ«65ЈҘЧуУТЈ»ҪУН·ҙҰЦұҫ¶ОӘХэіЈЙҙПЯөД1Ј®8ұ¶Ў«2ұ¶ЧуУТЎЈ
ҪУН·№ӨТХЦР¶ФҪУН·ЦКБҝУРЦШҙуУ°ПмөДИэёцТтЛШКЗЈәФӨёшГЮКұјдt1Ј¬іБЙҙөҪТэЙҙөДКұјдt2Ј¬ЦЦЧУЙҙН·ұкіЯіӨ¶Иl(ҙУІЫНІОХіЦөгҝӘКјөДЦЦЧУЙҙіӨ¶ИЈ¬КөјКУлЦЦЧУЙҙЙмИЛұӯЦРөДҪУҙҘіӨ¶ИLПа№Ш)ЎЈ
Т»°гАҙЛөЈ¬ФцјУФӨёшГЮКұјдt1Ј¬өјЦВПЛО¬КшГЬ¶ИФцјУЎЈөұФӨО№ИлөДПЛО¬№э¶аКұЈ¬·ДұӯДэҫЫІЫДЪөДПЛО¬ұИҪПәсЈ¬Хв»бК№ЦЦЧУЙҙІ»ТЧҪ«ПЛО¬»·ҙт¶ПЈ¬ҙУ¶шК№ҪУН·өДіЙ№ҰВКПВҪөЎЈ¶шЗТФӨО№ИлөДПЛО¬№э¶аКұЈ¬ҪУН·ҙҰ»бРОіЙГчПФөДҙЦҪЪЈ¬Н¬КұҪУН·ДнәП¶ОөДҪбәП·ЗіЈЛЙЙўЈ¬ЦЦЧУЙҙәНПЛО¬»·Ц»КЗЛЙЙўөШІшИЖФЪТ»ЖрЈ¬Г»УРРОіЙҪфГЬөДЙҙПЯҪб№№ЎЈФӨёшГЮКұјдt1М«РЎКұЈ¬О№ИлөДПЛО¬»·ГЬ¶ИҪПРЎЈ¬ҪУН·ҙҰ»біцПЦТ»ёцПёҪЪЈ¬ТІИЭТЧөјЦВҪУН·І»іЙ№ҰЎЈјҙұгҪУЙПН·Ј¬ҪУН·ҙҰЗҝБҰөНЈ¬ҙУ¶шК№ҪУН·ЦКБҝІ»ёЯЎЈ
ҙУіБЙҙөҪТэЙҙөДКұјдt2¶ФҪУН·өДУ°ПмКЗәЬҙуөДЈ¬ФЪТ»¶Ё·¶О§ДЪККөұөШФцјУҙУіБЙҙөҪТэЙҙөДКұјдt2УРАыУЪФцјУҪУН·ДнәП¶ОөДДн¶ИЈ¬ҙУ¶шМбёЯҪУН·өДЗҝБҰЎЈө«t2ТІІ»ДЬОЮПЮөШФцјУЈәТ»·ҪГжt2өД№э¶ИФцјУ»бТэЖрДн¶И№эҙу¶шК№ҪУН·өДРОМ¬¶с»ҜЈ¬РОіЙГчПФөДҙГөгЈ»БнТ»·ҪГжt2М«ҙуКұЈ¬Ҫ«К№ҪУН·өДІшИЖ¶ОЦЦЧУЙҙәНҪУН·ПёҪЪҙҰөДДн¶Иі¬№эБЩҪзЦөЈ¬·ҙ¶шҪөөНБЛҪУН·ЗҝБҰЈ¬ҙУ¶шФміЙ¶ПН·Ј¬К№ҪУН·іЙ№ҰВКҪөөНЎЈ¶шt2№эРЎКұЈ¬ДнәПҙҰДн¶ИМ«өНЈ¬ТІИЭТЧФміЙҪУН·К§°ЬЎЈ
өұЦЦЧУЙҙН·ұкіЯіӨ¶Иl№э¶МЈ¬ҪУН·ҝЙДЬҫНҪУІ»ЙПЎЈөұl№эіӨКұЈ¬ҪУН·өДРОМ¬¶с»ҜЈ¬¶шЗТl№эҙуКұЈ¬»бК№ЦЦЧУЙҙ¶ПФЪ·ДұӯДэҫЫІЫДЪЈ¬К№өГҪУН·өДіЙ№ҰВКПВҪөәЬ¶аЎЈ
ФЪКөСйКТКөјКҪУН·КөСйЦРЈ¬·ДC 53 texЙҙЈ¬·ДұӯЛЩ¶ИОӘ77 000 rЈҜminЈ¬ҪУН·ІОКэt1ОӘ100 msЎўt2ОӘ90 msЎўlОӘ70 mmЈ¬ҪУН·ЗҝБҰОӘХэіЈЙҙөД58ЈҘЈ®ҪУН·Цұҫ¶ОӘХэіЈЙҙөД2Ј®31ұ¶ЎЈ
ФЪҙ«НіҪУН·ДЈРНЦРЈ¬ТӘМбёЯҪУН·ҙҰЗҝБҰЈ¬Н¬КұТІУРБјәГНвРОЈ¬ҝЙТФҙУТФПВИэёц·ҪГжҪшРРёДҪшЈә
(1)ІЙУГёо¶П·ЁРОіЙөДЙҙОІКЗІ»ЧгИЎөДЈ¬ЦЦЧУЙҙөДЙҙОІУҰёГҪшРРҪвДнЎЈЦЦЧУЙҙЙҙОІҪвДнЈ¬РОіЙТ»ёцГ«ұКН·КҪөДЙҙОІЈ¬Хв¶ФУЪМбёЯҪУН·ЗҝБҰУРАыЎЈ
(2)ҪУН·КұҝМЈ¬ұд»ҜО№ИЛВЮАӯөДЛЩ¶ИЈ¬ҙУ¶шёДұдО№ИлПЛО¬»·өДРОМ¬Ј¬К№өГҪУН·ҫЯУРҪПәГөДНвРОЎЈ
(3)ҪУН·З°Ј¬АыУГО№ИЛВЮАӯ·ҙЧӘ»тХЯУГТ»ёЁЦъОьПЛ№ЬҪ«ЛрЙЛөДПЛО¬ИҘіэЎЈ·ЦКб№хФЪ¶ПН·әуІўІ»НЈЦ№ЧӘ¶ҜЈ¬ФЪөИҙэҪУН·№эіМЦРЈ¬·ЦКбЗ»ДЪРлМхұ»№э¶И·ЦКбЈ¬өјЦВҪУН·ЗҝБҰІ»ёЯЈ¬УРР§өШИҘіэЛрЙЛПЛО¬¶ФУЪМбёЯҪУН·ЗҝБҰҫЯУРәЬәГөДР§№ыЎЈ
2РВРНҪУН·ДЈРН
РВРНДЈРНөДҪУН·№эіМИзПВЈә(1)¶ПН··ўЙъәуЈ¬ЗеЙЁ·Дұӯ(ИЛ№ӨЗеЙЁ)Ј»(2)ЧјұёТ»¶ЁіӨ¶ИәНТ»¶ЁЙҙОІРОМ¬өДЦЦЧУЙҙЈ¬іБИЛЦЦЧУЙҙЈ»(3)іБЙҙөДН¬КұЈ¬О№ёшВЮАӯҝӘКјұдЛЩО№ёшЈ»(4)О№ГЮәуҫӯt1КұјдЈ¬ҝӘКјТэЙҙЈ¬НкіЙҪУН·Ј»(5)О№ГЮәуҫӯt2КұјдЈ¬О№ИлВЮАӯ»ЦёҙХэіЈЧӘЛЩЎЈ
ФЪЙПКцҪУН·№эіМЦРЈ¬іБЙҙәНО№ёшКЗН¬КұөДЈ¬¶шО№ёшөДСУіЩТӘұИіБЙҙіӨЈ¬ЛщТФЦЦЧУЙҙПИУЪПЛО¬ҪшИл·ДұӯЈ¬Тт¶шК№ПЛО¬ЦұҪУДнФЪЦЦЧУЙҙОІЙПЈ¬РОіЙТ»ёцАаЛЖХэіЈ·ДЙҙКұөДПЛО¬»·ЎЈФЪХвТ»№эіМЦРЈ¬ПЛО¬О№ИлЛЩ¶ИөДұд»ҜПаөұЦШТӘЎЈ
РВҪУН·ДЈРНКҫТвНјјыНј2Ј¬ЖдҪУН·УЙЛДёцІҝ·ЦЧйіЙЈә
өЪТ»¶ОКЗО№ИЛөДЦЦЧУЙҙЎЈЦЦЧУЙҙЙҙОІКЗУЙИЛ№ӨНЛДнөДЈ¬РОЧҙЛЖГ«ұКН·ЧҙЎЈО№ИлөДЦЦЧУЙҙЙҙОІІ»ТЛМ«іӨЈ¬·сФтҪУН·ҙЦҪЪҫН»бМ«ҙуЈ¬ТІІ»ТЛМ«¶МЈ¬·сФтІ»ТЧҪУЙПН·Ј¬»тХЯҪУЙПН·ЗҝБҰІ»ёЯЎЈ
өЪ¶ю¶ОКЗЦЦЧУЙҙНЈБфФЪ·ДұӯДЪөДКұјдt1ДЪО№ИлөДҫщФИПЛО¬»·ЎЈТтОӘ·ДұӯёЯЛЩ»ШЧӘКұЈ¬ФЪј«¶МөДКұјдДЪНЁ№эНЁөА¶шҙпөҪ·ДұӯДэҫЫІЫөДөҘПЛО¬ФЪ·ДұӯФІЦЬЙПөД·ЦІјКЗҫщФИөДЈ¬¶шЗТҙЛКұ°юИЎФЛ¶Ҝ»№ОҙҪшРРЈ¬ЛщТФҙЛ№эіМРОіЙТ»ёцҫщФИөДПЛО¬»·ЎЈ
өЪИэ¶ОКЗТэЙҙКұРВО№ИЛөДПЛО¬»·ЎЈИз№ыІ»ёДұдО№ИлВЮАӯөДЛЩ¶ИЈ¬ФтУЙУЪ°юИЎФЛ¶ҜөДҪшРРЈ¬»бРОіЙИзөЪЛД¶ОДЗСщГчПФУЙПёөҪҙЦөДПЛО¬»·Ј¬ПаУҰөШЈ¬ФЪҪУН·өЪТ»ёц·ДұӯЦЬіӨДЪ»біцПЦТ»ёцГчПФөДҙЦПёұд»ҜөДНв№ЫЎЈОӘБЛұЬГвРОіЙХвЦЦҪУН·Ј¬ХвТ»№эіМКөРРФИјхЛЩО№ИлЈ¬К№өГұд»ҜЗъПЯұдөГ»әәНЈ¬ИзAD№эіМЛщКҫЎЈНј2ЦРЈ¬јхЛЩ№эіМФЪ°юИЎөгөҪҙпDҙҰҫНҪбКшБЛЈ¬»ЦёҙөҪБЛХэіЈ·ДЙҙөДЛЩ¶ИЎЈУЙУЪј«¶МөДКұјдДЪНЁ№эНЁөА¶шҙпөҪ·ДұӯДэҫЫІЫөДПЛО¬»бҫщФИ·ЦІјФЪХыёц·ДұӯФІЦЬЙПЈ¬ЛщТФөұ°юИЎөгөҪҙпDҙҰКұЈ¬·ДұӯДЪ»№ҙжУаТ»ёцПЛО¬»·DEЈ¬ХвТ»ПЛО¬»·ИФИ»КЗұдЛЩ№эіМРОіЙөДЎЈУЙУЪөЪИэ¶ОЛЩ¶ИәНКұјдөДҝШЦЖЈ¬РОіЙөДПЛО¬»·ТӘұИХэіЈО№ИлҫщФИөГ¶аЈ¬ПаУҰөШЈ¬ҪУН·өДР§№ыТІЛжЦ®УРЛщёДҪшЎЈ
өЪЛД¶ОКЗјхЛЩҪбКшәуУЙХэіЈЛЩ¶ИО№ИЛөДПЛО¬Іг.
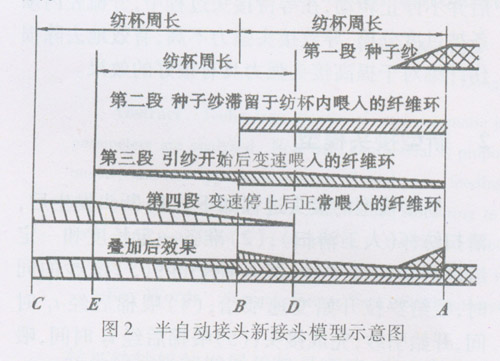
ҙУНј2ЦРөДөюјУР§№ыНјҝЙТФҝҙіцЈ¬РВДЈРНУлҙ«НіДЈРНұИҪПЈ¬ҪУН·Нв№ЫУРБЛәЬәГөДёДЙЖЎЈ
ҪУН·ЦР¶ФҪУН·ЦКБҝУРҪПҙуУ°ПмөДТтЛШ·ЦұрКЗЈәО№ИлВЮАӯұдЛЩөДіхЛЩ¶ИәНД©ЛЩ¶ИЈ¬іБЙҙөҪТэЙҙөДКұјдt1ЦЦЧУЙҙН·ұкіЯіӨ¶Иt2ҙУұдЛЩО№ГЮөҪХэіЈО№ГЮөДКұјдt2ЎЈО№ИлВЮАӯұдЛЩөДіхЛЩ¶ИәНД©ЛЩ¶И¶ФҪУН·өДУ°ПмұИҪПҙуЈ¬ШрЛЩ¶ИәНД©ЛЩ¶И№эРЎЈ¬ҪУН·іЙ№ҰВКөНЈ¬¶шЗТҪУН·»біцПЦіӨПёҪЪЈ¬№эҙуУЦИЭТЧІъЙъҙЦҪЪЎЈЛЩ¶ИөДұд»ҜР§№ыәНұдЛЩО№ГЮөҪХэіЈО№ГЮөДКұјдt2әЬҙуіМ¶ИЙПКЗҪ»»ҘөДЈ¬t2№эРЎКұЈ¬ҪУН·ҙҰіцПЦГчПФіӨПёҪЪЈ¬ЎкЈ¬№эҙуКұҪУН·УЦіцПЦҙЦҪЪЈ¬ФЪДЈРННјЙПЈ¬t2ЦұҪУұнПЦөДҫНКЗDөДО»ЦГЎЈіБЙіөҪТэЙҙөДКұјдt1әНЦЦЧУЙҙН·ұкіЯіӨ·ўZ¶ФҪУН·өДУ°ПмУлЗ°ГжВЫКцПаН¬ЎЈ
3РВРНҪУН·ДЈРН·ДЙҙКФСй
ІЙУГРВРНҪУН·ДЈРН·ДC 53 texЙҙЈ¬ЖдУаМхјюН¬ҙ«НіҪУН·ДЈРН(ФЪFA601 AРН·ДЙҙЖчөДөҘН·ЧӘұӯ·ДЙҙ»ъЙПЕдСРЦЖҝӘ·ўөД°лЧФ¶ҜҪУН·Ч°ЦГ)Ј¬О№ёшВЮАӯІЙУГІҪҪшөз»ъҙ«¶ҜЎЈҪУН·ІОКэИзПВЈәөз»ъјУЛЩіхКјЖөВКОӘ2000 Hz(ПаөұУЪО№ёшВЮАӯЧӘЛЩОӘ9Ј®6 rЈҜmin)Ј¬Д©ЛЩ¶ИЖөВКОӘ3000 Hz(ПаөұУЪО№ёшВЮАӯЧӘЛЩОӘ14Ј®4 rЈҜmin)Ј¬ХэіЈ·ДЙҙЖөВКОӘ1354 Hz(ПаөұУЪО№ёшВЮАӯЧӘЛЩОӘ6Ј®5 rЈҜmin)Ј¬t1ОӘ300 IllSЈ¬t2ОӘ650 msЈ¬lОӘ80mmЈ¬ІвөГҪУН·ЗҝБҰОӘХэіЈЙҙөД69Ј®44ЈҘЈ¬ҪУН·Цұҫ¶ОӘХэіЈЙҙөД1Ј®20ұ¶ЎЈ
°ҙХХХвЦЦРВРНҪУН·ДЈРНЈ¬ҪУН·іЙ№ҰВК¶јФЪ90%ТФЙПЈ¬ЗҝБҰТІ¶јФЪХэіЈЙҙПЯЗҝБҰөД65ЈҘТФ ЙПЈ¬ұИКөСйКТҙ«НіҪУН·Р§№ыВФәГЈ»ҪУН·ҙЦҪЪЦұҫ¶·¶О§ҪцКЗХэіЈЙҙөД1Ј®2ұ¶Ў«1Ј®3ұ¶Ј¬ҪУН·НвРОУРБЛГчПФёДЙЖЈ¬Ј®
4 ҪбУп
(1)ФЪПаН¬МхјюПВЈ¬ҙ«НіҪУН·ДЈРНУлРВРНҪУН·ДЈРНөДҪУН·ЦКБҝПаұИҪПЈ¬ҙ«НіДЈРНҪУН·ЗҝБҰОӘХэіЈЙҙөД60ЈҘЎ«65ЈҘЈ¬ҪУН·ҙҰЦұҫ¶ОӘХэіЈЙҙПЯөД1Ј®8ұ¶Ў«2ұ¶ЎЈРВРНДЈРНҪУН·ЗҝБҰФЪХэіЈЙҙПЯЗҝБҰөД65ЈҘТФЙПЈ¬Улҙ«НіҪУН·ЧојСР§№ыПаөұЈ¬ҪУН·Цұҫ¶ҪцКЗХэіЈЙҙөД1Ј®2ұ¶Ў«1Ј®3ұ¶ЎЈ
(2)ФЪҙ«НіҪУН·ДЈРНЦРЈ¬У°ПмҪУН·ЦКБҝөДЦчТӘТтЛШУРЈәФӨёшГЮКұјдt1іБЙҙөҪТэЙҙөДКұјдt2Ј¬ЦЦЧУЙҙН·ұкіЯіӨ¶ИlЎЈ
(3)ФЪРВРНҪУН·ДЈРНЦРЈ¬У°ПмҪУН·ЦКБҝөДЦчТӘТтЛШУРЈәО№ИЛВЮАӯұдЛЩөДіхЛЩ¶ИәНД©ЛЩ¶ИЈ¬іБЙіөҪТэЙҙөДКұјдt1Ј¬ЦЦЧУЙҙН·ұкіЯіӨ¶Иl2ҙУұдЛЩО№ГЮөҪХэіЈО№ГЮөДКұјдt2ЎЈ
(4)НЁ№эҪшТ»ІҪУЕ»ҜҪУН·№ӨТХІОКэЈ¬ёДҪшҝШЦЖПөНіЈ¬ТФј°¶ФҪУН·З°ЛрЙЛПЛО¬ҪшРРУРР§ЕЕіэЈ¬Ҫ«»бөГөҪёьәГөДҪУН·ЦКБҝЎЈ